

25. Способи підсилення підкранових балок.
Усиление подкрановых балок для кранов с режимами работы 7К и 8К, имеющих повреждения в виде усталостных трещин, рекомендуется лишь в качестве временной меры при невозможности остановки производства для замены балок.
При кранах с другими режимами работы повреждения, связанные с эксплуатацией подкрановых балок, обычно незначительны, усиление таких балок целесообразно и экономически оправданно.
При усилении подкрановых балок без тормозных конструкций при небольшом увеличении крановых нагрузок (на 5-10%) может быть использована схема усиления по рис. 6, а, при большем увеличении нагрузок необходимо также усиление и нижнего пояса по схеме «б». Эти схемы не сложны и могут быть выполнены без остановки технологического процесса, а приварка элементов усиления в нижнем положении позволяет обеспечить качественное выполнение швов.
При усилении подкрановых балок с тормозными конструкциями могут использоваться схемы «в», «г», «д». Усиление по схемам «г» и «д» может быть выполнено без остановки технологического процесса; при усилении по схеме «в» требуется демонтаж кранового рельса, при этом для обеспечения постоянного уровня головки рельса усиление верхнего пояса должно быть выполнено по всей длине балки.
Для подкрановых балок тяжелого режима работы (группы режимов 7К и 8К) при необходимости увеличения их ресурса по выносливости рекомендуется устанавливать ламели к верхнему поясу по схеме «е» на рис. 6.
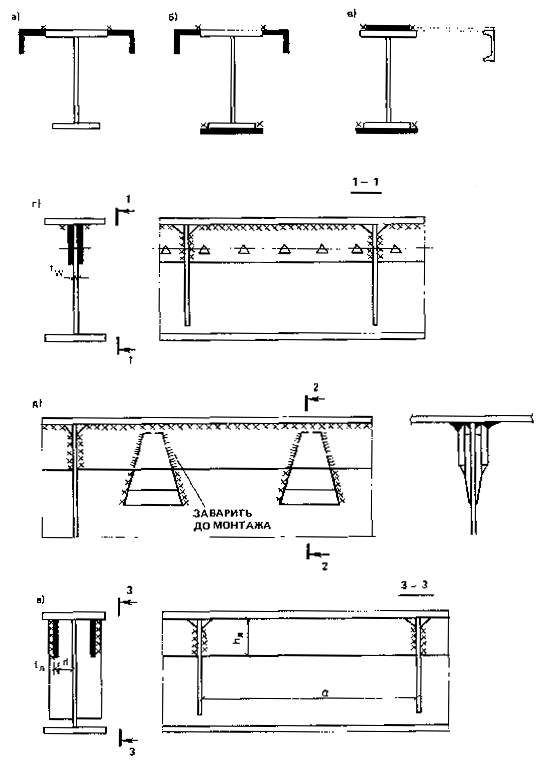
Рис. 6. Усиление подкрановых балок
д-е - схемы усиления
7 Та 26. Раціональний спосіб підсилення прогонів. Схема и основи розрахунку.
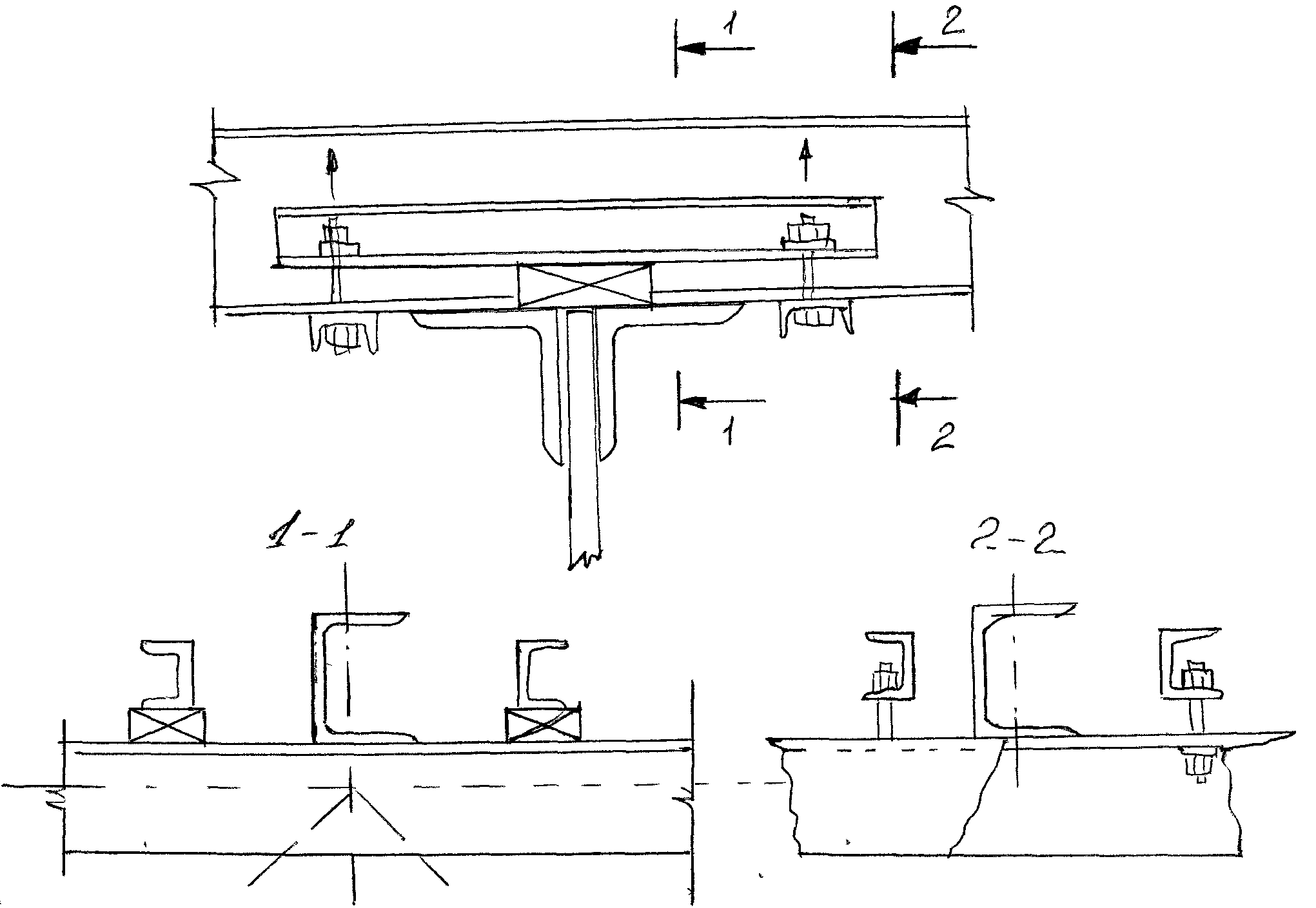
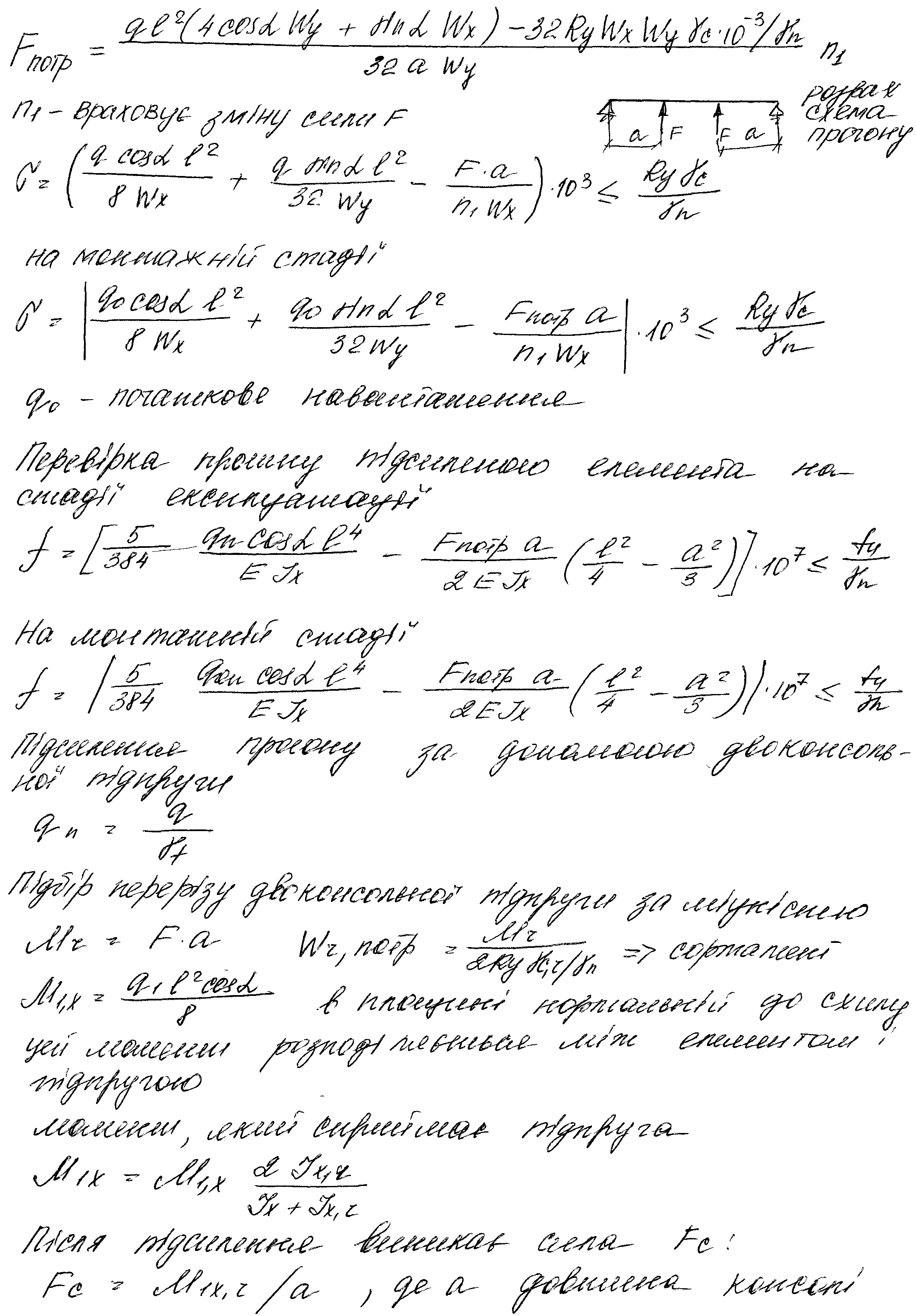
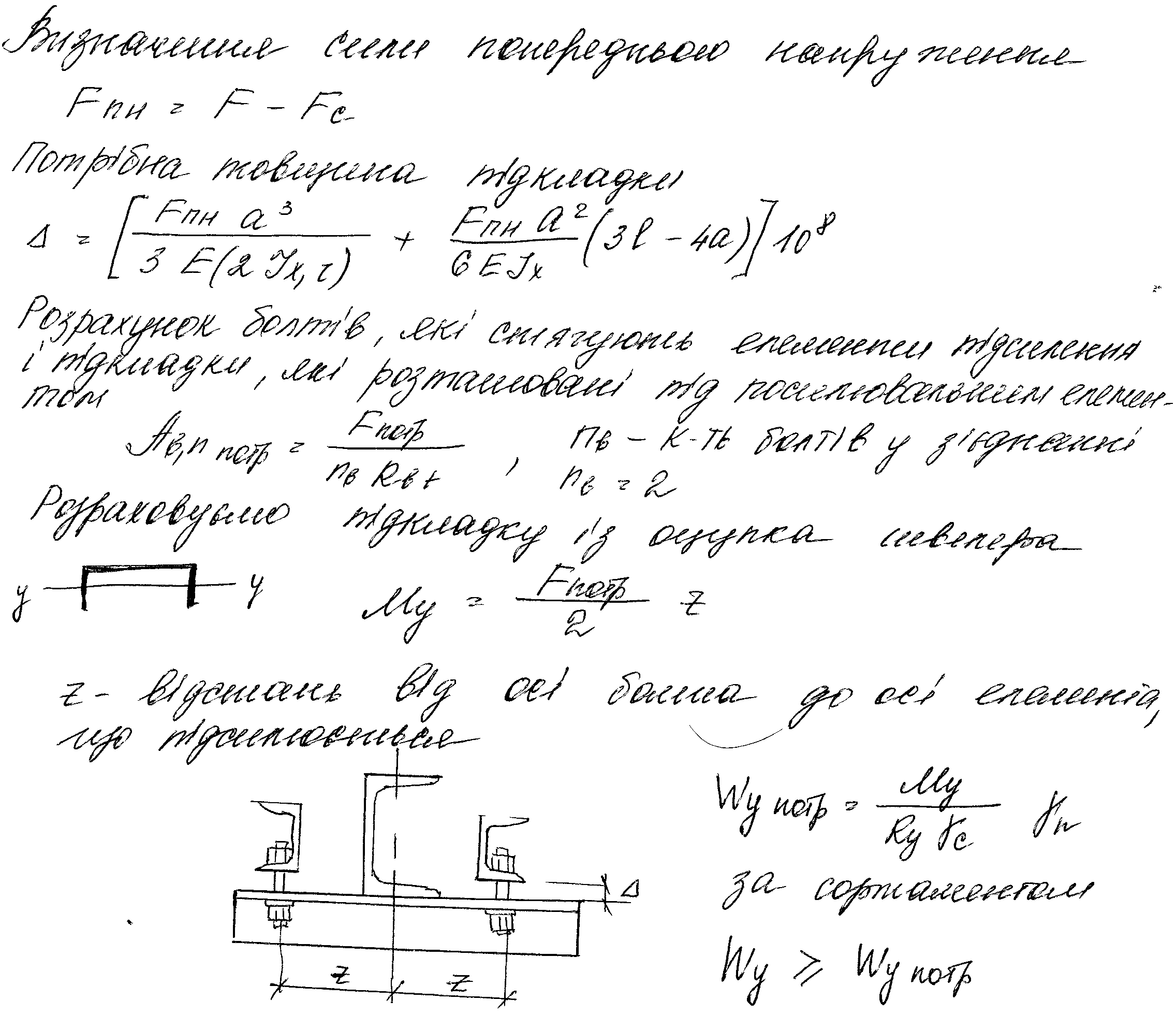
Для усиления прогонов рациональна схема с подведением дополнительных опор, передающих нагрузку на параллельно устанавливаемые двухконсольные подпруги способом изменения конструктивной схемы.
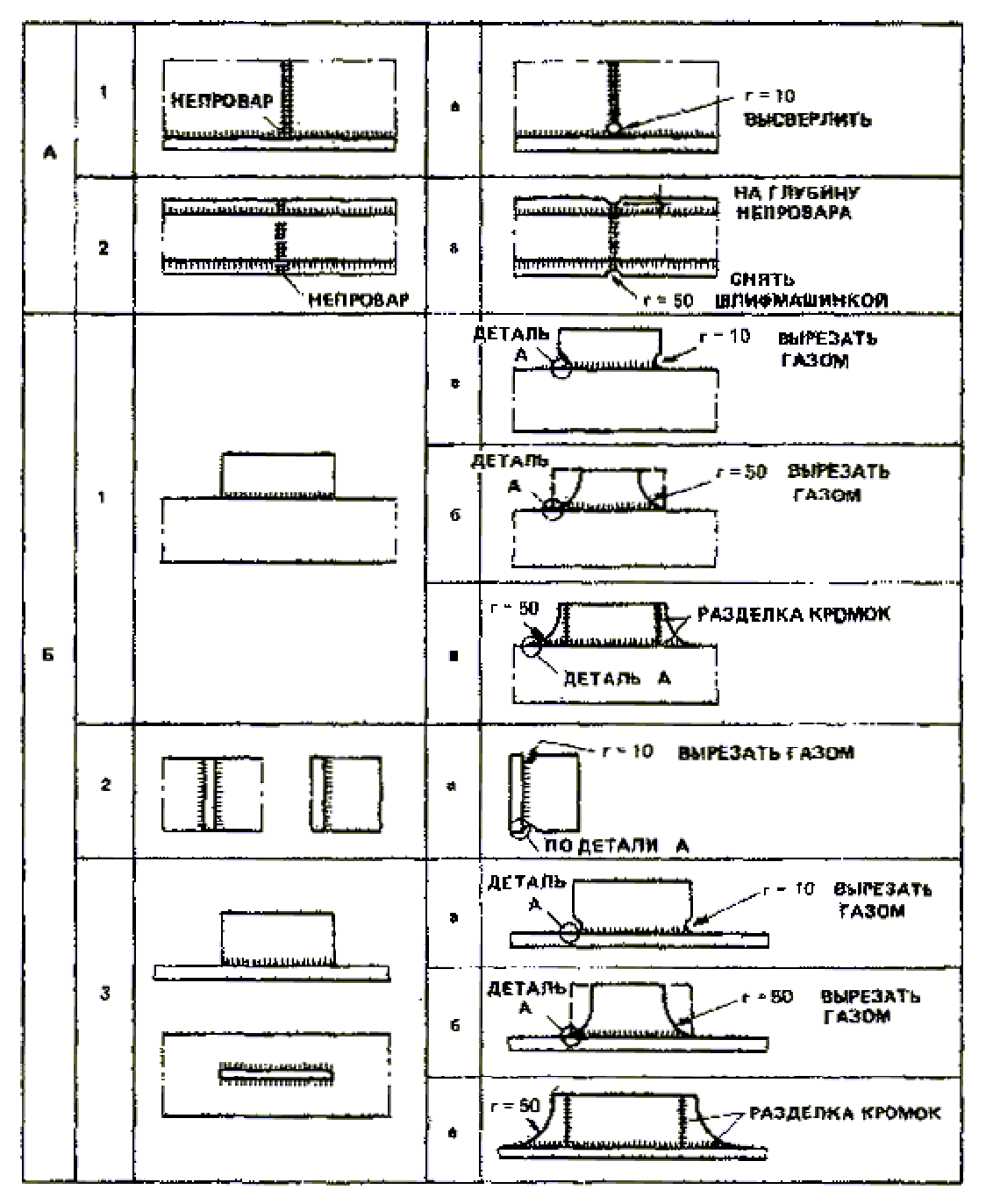
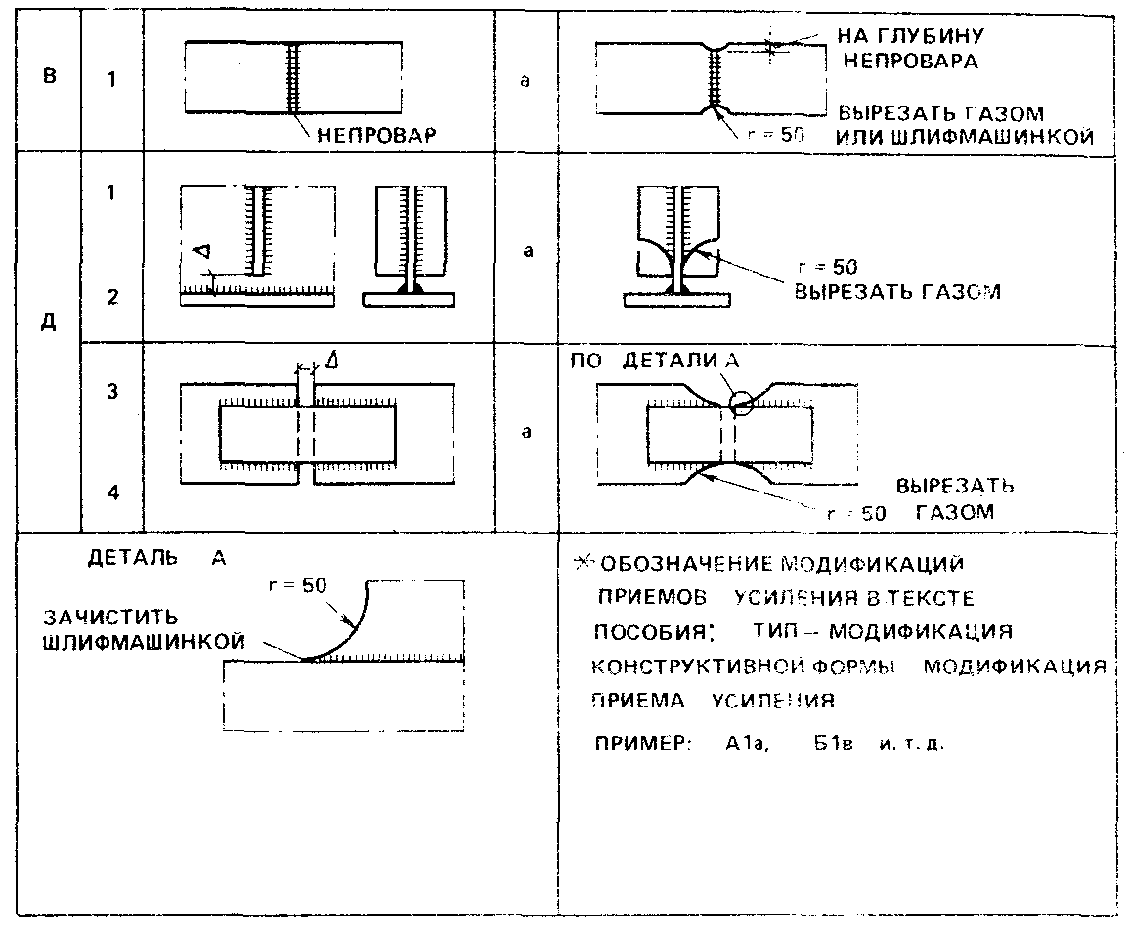
27.Конструктивні способи підсилення елементів конструкцій з ціллю підвищення їх холодостійкості (навести кілька схем).
Приемы специального усиления элементов конструкций с целью повышения их хладостойкости
Тип |
Конструктивная форма |
Варианты усиления |
28. Черговість прикріплення елементів металевих ферм способом збільшення перерізу та черговість накладання нових швів при підсиленні з’єднань у вузла шляхом збільшення довжини швів.
Согласно СНиП II-23-81* п.3.42. При усилении элементов конструкций путем увеличения сечений с помощью сварки рекомендуется соблюдать следующий порядок работы:
присоединение (прижатие) элементов усиления по всей их длине к усиливаемой конструкции с помощью струбцин, оттяжек и т. п.;
приварка элементов усиления на сварочных прихватах длиной 20-30 мм и шагом 300-500 мм;
сварка концевых участков, включающих в работу элементы усиления;
наложение связывающих швов, обеспечивающих совместную работу усиливаемого стержня и элементов усиления.
При усилении путем увеличения сечений двух или более элементов (пролетов) статически неопределимых конструкций (рам, неразрезных балок и т. п.) вначале следует присоединить элементы усиления ко всем усиливаемым стержням системы на сварочных прихватках и лишь затем приступать к сварке концевых участков и связующих швов. Сварку швов усиливаемых стержней следует выполнять последовательно, начиная с наименее нагруженного стержня (пролета) конструкции
Усиление сварных соединений путем увеличения длины сварных швов (кроме поперечных) может выполняться под нагрузками, при которых напряжения в существующих швах не превышают их расчетного сопротивления, и в металле соединяемых конструкций - значений b0, приведенных в разд. 3. Прочность сварных соединений повышается при этом пропорционально увеличению площади сечения швов.
Увеличивать длину рабочих швов в сварных соединениях следует электродами диаметром не более 4 мм на сварочном токе, не превышающем 220 А, со скоростью, обеспечивающей за один проход шов толщиной (катетом) не более 4 мм. В случае необходимости выполнения швов толщиной (катетом) более 4 мм их наплавляют дополнительными слоями по 2 мм до требуемой толщины.
Тип электрода для сварки рекомендуется применять по табл. 55 СНиП II-23-81*. Сварку каждого последующего шва разрешается производить только после полного охлаждения ранее выполненного шва до температуры, не превышающей 100 °С. Сварку спокойной и полуспокойной стали производят при температуре окружающего воздуха не ниже минус 15°С - для толщин до 30 мм и не более 0°С - для толщин св. 30 мм. Сварка кипящей стали производится при температуре более 5°С