Перелек рекомендованих джерел
1 Справочник технолога-машиностроителя. В 2-х томах. Т.1 / Под ред. А.Г. Косиловой, Р.К.Мещерякова. — М.: Машиностроение, 1985. — 656 с.
2 Справочник технолога-машиностроителя. Т.2 / Под ред. А.Г.Косиловой, Р.К.Мещерякова. — М.: Машиностроение, 1985. — 496 с.
3 Обработка металлов резанием : Справочник технолога. / Под общ. ред. А.А. Панова. — М.: Машиностроение, 1988. — 736 с.
4 Справочник технолога-машиностроителя. В 2-х томах. Т.1 / Под ред. А.Г.Косиловой, Р.К.Мещерякова. — М.: Машиностроение, 1973. — 694 с.
5 Справочник технолога-машиностроителя. В 2-х томах. Т. 2 / Под ред. А.Н.Малова. - М.: Машиностроение, 1973. — 568 с.
6 Горбацевич А.Ф., Шкред В.А. Курсовое проектирование по технологии машиностроения. - Минск: Высшая школа, 1983. — 256 с.
7 Горошкин А.К. Приспособления для металлорежущих станков: Справочник. — М.: Машиностроение, 1979. - 303 с.
8 Руденко П.О. Проектування технологічних процесів у машинобудуванні: Навчальний посібник. — К.: Вища школа, 1993. — 414 с.
9 Анурьев В. И. Справочник конструктора-машиностроителя. — М.: Машиностроение, 1982. — Т.1 — 728 с., Т.2 — 559 с.
10 Косилова А.Г., Мещеряков Р.К., Калинин М.А. Точность обработки, заготовки и припуски в машиностроении: Справочник технолога — М.: Машиностроение, 1976. — 288 с.
11 Руденко П.А. и др. Проектирование и производство заготовок в машиностроении. — К.: Вища школа, 1991. — 247 с.
12 Режимы резания металлов: Справочник / Под ред. Ю. В. Барановского. — М.: Машиностроение, 1972. — 408 с.
13 Нефедов Н. А. Дипломное проектирование в машиностроительных техникумах: Учебное пособие. — М.: Машиностроение, 1986. - 239 с.
14 Нефедов Н.А., Осипов К.А. Сборник задач и примеров по резанию металлов и режущему инструменту: Учебное пособие. — М.: Машиностроение, 1986. — 239 с.
15 ГОСТ 26 645-85. Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку.
16 ГОСТ 7505-89. Поковки стальные штампованные. Допуски, припуски и кузнечные напуски.
17 Общемашиностроительные нормативы режимов резания. — М.: Машиностроение, 1974. — Ч.І — 416 с. — Ч.ІІ — 200 с.
18 Общемашиностроительные нормативы вспомогательного и подготовительно-заключительного времени для технического нормирования: Серийное производство. — М.: Машиностроение, 1984. — 421 с.
Додаток а. Варіанти завдань
Таблиця А.1 - Початкові дані ( частина 1 )
Ва- рі- ант |
Матеріал, твердість |
*) Лиття
|
**) Тип вироб-ва |
D |
Точність d |
D2 |
1 |
Чавун |
О |
В/С |
85 Н7 |
f8 |
24 H6 |
2 |
CЧ 15 , |
К |
М |
60 Н6 |
f9 |
10 H8 |
3 |
НВ = 229 |
П |
С/С |
55 Н8 |
f7 |
18 H6 |
4 |
Алюмінієвий |
К |
С/С |
75 Н9 |
f6 |
8 Н7 |
5 |
сплав АЛ 4 , |
Т |
М |
45 Н6 |
f9 |
6 Н8 |
6 |
НВ = 70 |
П |
Од |
90 Н8 |
f7 |
20 Н6 |
7 |
Сталь |
П |
Од |
70 Н7 |
f8 |
10 Н6 |
8 |
20 Л , |
К |
М |
50 Н9 |
f6 |
8 H7 |
9 |
НВ = 207 |
ВМ |
С/С |
80 Н8 |
f7 |
14 H6 |
10 |
|
П |
Д/С |
100 Н6 |
f9 |
28 H8 |
11 |
|
О |
В/С |
95 Н7 |
f8 |
25 Н6 |
12 |
Цинковий сплав |
Т |
В/С |
40 Н9 |
f6 |
14 Н7 |
13 |
ЦАМ 10-5Л , |
К |
М |
30 Н7 |
f8 |
6 Н6 |
14 |
НВ = 95 |
П |
Д/С |
36 Н8 |
f7 |
10 Н6 |
15 |
Чавун |
О |
М |
64 Н6 |
f9 |
12 Н8 |
16 |
КЧ 50 , |
К |
В/С |
95 Н9 |
f6 |
22 Н7 |
17 |
НВ = 241 |
П |
Од |
80 Н8 |
f7 |
20 Н6 |
18 |
Магнієвий |
О |
В/С |
35 Н7 |
f8 |
8 Н6 |
19 |
сплав МЛ 5 , |
К |
С/С |
65 Н9 |
f6 |
18 Н7 |
20 |
НВ = 65 |
Т |
М |
50 Н6 |
f9 |
16 Н8 |
Примітки:
1 *) - Вид лиття : П - в піщано-глинясті форми; О - оболонкове;
К - кокільне; Т - під тиском; ВМ - за виплавлюваними моделями.
2 **) - Тип виробництва: М - масовий; В/С - великосерійний;
С/С - середньосерійний; Д/С - дрібносерійний; Од - одиничний.
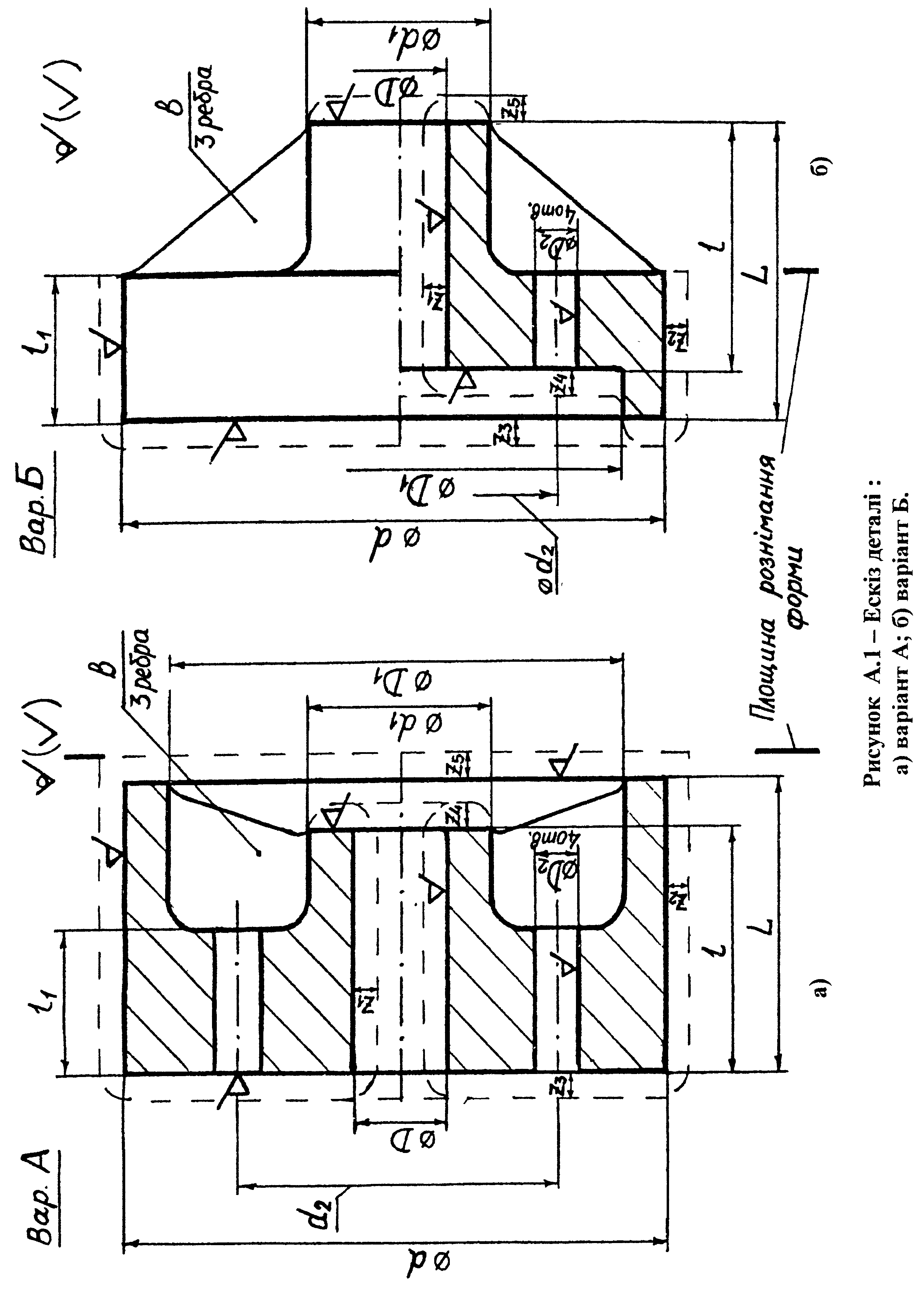
3 Співвідношення розмірів :
d = 5 D ; D1 = 4 D ; d1 = 2 D ; d2 = 3 D ;
L = 3 D ; l = 2,4 D; l1 = 1,6 D ; b = 0,2 D .
4 Точність лінійних розмірів :
L за ІT 10 ; l за ІT 12 ; l1 за ІT 14 .
5 Шорсткість поверхонь :
Rа 0,8 - при ІT 6 ... ІT 7 ;
Rа 1,6 - при ІT 8 ... ІT 10 ;
Rа 3,2 - при ІT 11 ... ІT 14 .
Таблиця А.2 - Початкові дані ( частина 2 )
Ва- рі- ант |
Матеріал , твердість |
*) Лиття
|
**) Тип вироб-ва |
D
|
Точність d |
D2
|
1 |
Латунь |
О |
М |
55 Н7 |
f8 |
15 Н6 |
2 |
ЛЦ40Мц3Ж , |
ВМ |
С/С |
45 Н8 |
f7 |
8 H6 |
3 |
НВ = 100 |
П |
Од |
64 Н6 |
f9 |
16 Н8 |
4 |
Чавун |
К |
В/С |
80 Н9 |
f6 |
6 Н7 |
5 |
СЧ 25 , |
О |
М |
100 Н8 |
f7 |
24 Н6 |
6 |
НВ = 241 |
П |
Д/С |
70 Н7 |
f8 |
13 H6 |
7 |
Цинковий сплав |
Т |
М |
30 Н6 |
f9 |
5 Н7 |
8 |
ЦАМ 10-5Л , |
К |
В/С |
40 H9 |
f6 |
12 H8 |
9 |
НВ = 95 |
ВМ |
С/С |
36 Н8 |
f7 |
10 Н6 |
10 |
Сталь |
ВМ |
М |
96 Н6 |
f9 |
28 Н8 |
11 |
40 Л , |
П |
Од |
60 Н9 |
f6 |
20 Н7 |
12 |
НВ = 229 |
О |
В/С |
75 Н7 |
f8 |
14 Н6 |
13 |
|
К |
С/С |
90 Н8 |
f7 |
18 Н7 |
14 |
Алюмінієвий |
К |
С/С |
50 Н9 |
f6 |
11 Н7 |
15 |
сплав АЛ 2 , |
О |
М |
85 Н7 |
f8 |
14 Н6 |
16 |
НВ = 50 |
Т |
В/С |
32 Н6 |
f9 |
6 Н8 |
17 |
Чавун |
П |
Од |
75 Н6 |
f9 |
16 Н8 |
18 |
ВЧ 45 , |
О |
В/С |
100 Н7 |
f8 |
26 Н6 |
19 |
НВ = 207 |
К |
С/С |
50 Н8 |
f7 |
8 Н6 |
20 |
|
О |
М |
60 Н9 |
f6 |
10 Н7 |
Примітки:
1 *) - Вид лиття : П - в піщано-глинясті форми; О - оболонкове;
К - кокільне; Т - під тиском; ВМ - за виплавлюваними моделями.
2 **) - Тип виробництва: М - масовий; В/С - великосерійний;
С/С - середньосерійний; Д/С - дрібносерійний; Од - одиничиний.
3 Співвідношення розмірів :
d = 5 D ; D1 = 4 D ; d1 = 2 D ; d2 = 3 D ;
L = 3 D ; l = 2,4 D; l1 = 1,6 D ; b = 0,2 D .
4 Точність лінійних розмірів :
L за ІT 10 ; l за ІT 12 ; l1 за ІT 14 .
5 Шорсткість поверхонь :
Rа 0,8 - при ІT 6 ... ІT 7 ;
Rа 1,6 - при ІT 8 ... ІT 10 ;
Rа 3,2 - при ІT 11 ... ІT 14 .