

6. Выполнение рабочих чертежей деталей
При выполнении рабочих чертежей деталей (рис. 18, 19, 20, 21), из которых изготовляется сварной узел, необходимо показать не только форму детали, но и форму и размеры скосов кромок в зависимости от сварного шва. Например, к основанию 1 приварена стойка 2 (буквенно-цифровое обозначение шва У9). По табл. 2 устанавливаем, что это угловой шов, односторонний, со скосом двух кромок. Конструктивное оформление скоса кромок выполняется в соответствии с рисунком, который приведен в правом нижнем углу (продолжение табл. 2). Так, на основании выполнен скос на длине 15 мм под углом 250 (рис. 18). Аналогичный скос выполнен на нижнем торце стойки: угол 250 на длине 16 1 = 15 мм (рис. 19).
С ледующий пример. Ребро жесткости 4 приварено к основанию 1 и стойке 2. Буквенно-цифровое обозначение шва Т8. По табл. 2 (продолжение табл. 2) устанавливаем, что это торцевое соединение, двухсторонний шов с двумя симметричными скосами одной кромки. Конструктивные элементы подготовленных кромок и их размеры приведены в левом нижнем углу табл. 2. Применяя данные рекомендации к детали 4, назначается скос под углом 450 на двух торцах ребра, в средней части которых остается полоса шириной 1 мм (рис. 21). Так же назначается скос кромки на верхнем торце стойки 2. Ребро 4 приварено ко втулке 3 с помощью сварного шва, буквенно-цифровое обозначение которого Т3 7. По таблице 2 определяем, что это тавровое соединение, двухсторонний шов, без скоса кромок. Так как в этом случае нет скоса кромок, то требуется оговаривать величину катета сварного шва 7. Выбор величины катета сварного шва производится по рекомендациям, приведенным в левом нижнем углу (табл. 2).
Следует иметь в виду, что табл. 2 является только частью основных типов швов сварных соединений (ГОСТ 526480).
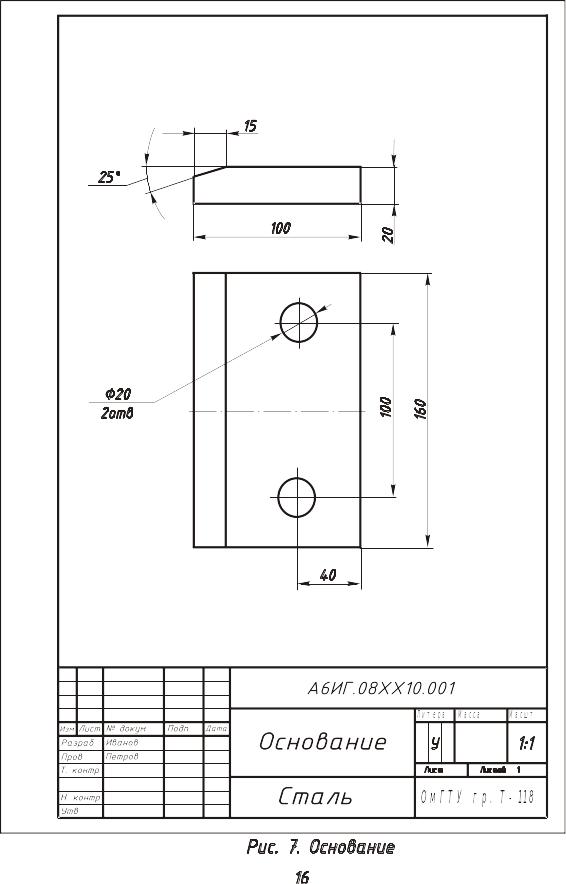

Рис. 19
Рис. 20
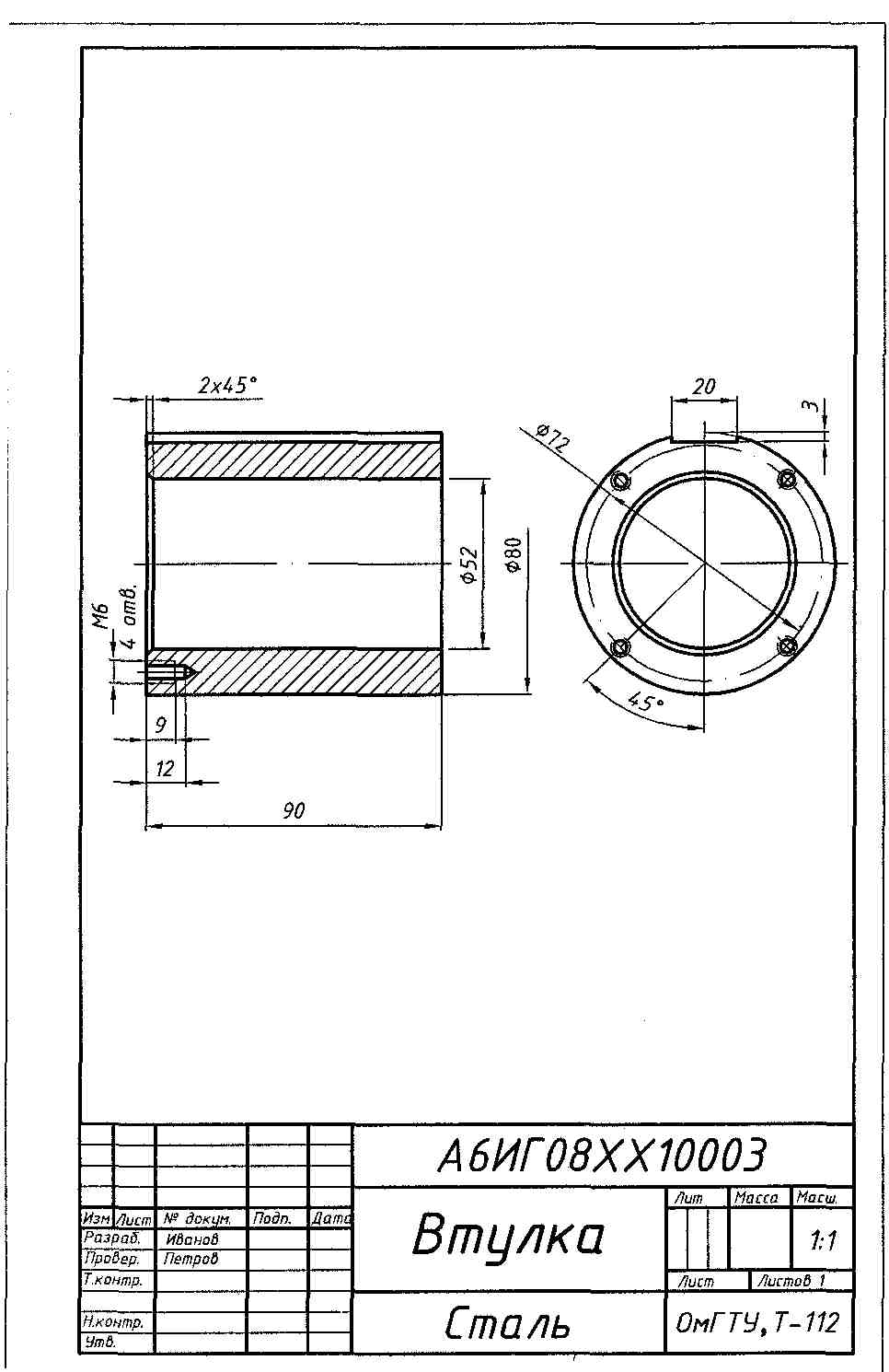



Таблица 2
Основные типы швов сварных соединений ( ГОСТ 5264 80 ) |
||||||||||||||||||||||||
Вид соединения |
Без скоса кромок |
Со скосом одной кромки |
||||||||||||||||||||||
Односторонний |
Двусторонний |
Односторонний |
Двусторонний |
|||||||||||||||||||||
Усл.. обозн. шва |
Попереч. сечение шва |
S |
Усл.. обозн.. шва |
Попереч. сечение шва |
S |
Усл.. обозн.. шва |
Попереч. сечение шва |
S |
Усл.. обозн.. шва |
Попереч. сечение шва |
S |
|||||||||||||
Стыковое |
C2
|
|
14 |
C7 |
|
25 |
С8 |
|
360 |
С12 |
|
360 |
||||||||||||
Угловое |
У4
|
|
130 |
У5 |
|
230 |
У6 |
|
360 |
У7 |
|
360 |
||||||||||||
Тавровое |
Т1
|
|
240 |
Т3 |
|
240 |
Т6 |
|
360 |
Т7 |
|
360 |
||||||||||||
|
Н1
|
|
260 |
Н2 |
|
260 |
|
|||||||||||||||||
Конструктивные элементы подготовленных кромок и их размеры (ГОСТ 5264 80) |
||||||||||||||||||||||||
Без скоса кромок |
Со скосом кромок |
|||||||||||||||||||||||
S
S
S
K
450
1
1
1. Для угловых
соединений K
= 0,5SS 2. Для
нахлесточных
соединений K =
S 3. Для
тавровых соединений K
= 0,5SS
S
Свыше 5 до
10
Св.10 до 16
Св. 16 до 22
Св. 22 до 32
Св. 32 до 40
K
5
6
7
8
9
|
|
|||||||||||||||||||||||












































































Продолжение табл. 2
|
С двумя симметричными скосами одной кромки |
Со скосом двух кромок |
|||||||||||||
Двухсторонний |
Односторонний |
Двухсторонний |
|||||||||||||
Усл.. обозн.. шва |
Попереч. сечение шва |
S |
Усл.. обозн.. шва |
Попереч. сечение шва |
S |
Усл.. обозн.. шва |
Попереч. сечение шва |
S |
|||||||
|
С15
|
|
8100 |
С17 |
|
360 |
С21 |
|
360 |
||||||
|
У8
|
|
8100 |
У9 |
|
360 |
У10 |
|
360 |
||||||
|
Т8
Т9 |
|
8100
12100 |
|
|||||||||||
Конструктивные элементы подготовленных кромок и их размеры (ГОСТ 526480) |
|||||||||||||||
С двумя симметричными скосами кромки |
Со скосом двух кромок |
||||||||||||||
S1
S
C15, У8, Т8
Т9
b
1
1/3S
450
20
b
S1
0,5S
1
1
250
20
250
20
21
|
|
||||||||||||||


















































































































