

Знак катета и вспомогательные знаки выполняют сплошными тонкими линиями, высотой, равной высоте цифр, входящих в обозначение шва.
Для обозначения сварных швов используют вспомогательные знаки, приведенные на рис. 2.7. В условном обозначении шва вспомогательные знаки выполняют сплошными тонкими линиями. Вспомогательные знаки должны быть одинаковой высоты с цифрами, входящими в обозначение шва.
При наличии одинаковых швов на чертеже:
обозначение наносят у одного изображения, а у остальных проводят линии-выноски с полками для указания номера шва (рис. 2.8, а);
без полок и без номера, если все швы одинаковы (рис. 2.8, б) - обозначение шва приводят один раз в технических требованиях чертежа.

Р ис. 2.5. Нанесение условного обозначения сварного шва
Рис. 2.6. Структура условного обозначения стандартного шва
Примеры условного обозначения сварных швов:
ГОСТ 14806–80 = Т5 – РиЗ = 1 6–50 Z 100 – шов выполняется электродуговой сваркой алюминия, соединение тавровое Т5, сварка ручная в среде защитных газов РиЗ, катет шва 6 мм А6, шов шахматный, длина провариваемого участка 50 мм, шаг – 100 мм (50 Z 100).
ГОСТ 5264–80–С18 – шов выполняется ручной электродуговой сваркой при монтаже 1, шов стыковой (С 18) по незамкнутому контуру.
2.2. Клепаные соединения
Клепаное соединение - неразъёмное соединение деталей при помощи заклепок. Обеспечивает высокую стойкость в условиях ударных и вибрационных нагрузок.
Заклепка представляет собой стержень круглого сечения, один конец которого имеет сферическую (рис. 2.9, а), коническую (рис. 2.9, б) или другую форму.
Существует несколько разновидностей заклёпок:
обычные (классические) заклёпки горячей и холодной клёпки для общего применения;
стержневые заклёпки для высоконагруженных соединений;
трубчатые и полутрубчатые заклёпки для малонагруженных соединений;
пистонные заклёпки для соединение мягких материалов;
закладные заклёпки для создания соединения при доступе только с одной стороны;
взрывные заклёпки;
болт-заклёпки и т. д.
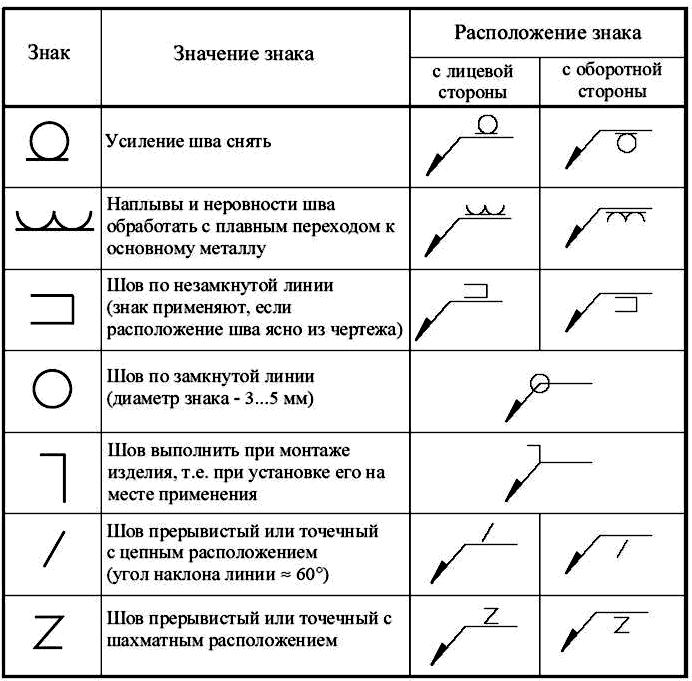
Рис. 2.7. Вспомогательные знаки для обозначения сварных швов (ГОСТ 2.312-72)
Последние время широкое распространение получили закладные трубчатые заклёпки, представляющие собой трубочку, развальцованную с одной стороны со вставленным в неё пуансоном (стержнем с шариком на конце) (см. рис. 2.9, в).

Рис. 2.8. Обозначение стандартного сварного шва

Рис. 2.9. Фотография заклепок
На современном этапе развития технологии заклепочное соединение уступает место сварке и склеиванию, которые обеспечивают большую производительность и более высокую прочность соединения.
Применение заклепочного соединения распространено в основном в авиа- и судостроении, металлоконструкциях и других изделиях с внешними нагрузками, действующими параллельно плоскости стыка, для:
исключения изменение структуры металла;
коробления конструкции из-за перегрева расположенных рядом деталей;
соединение разнородных, трудно свариваемых и не свариваемых материалов;
соединениях деталей с затруднительным доступом и контролем качества;
предотвращения распространения усталостной трещины из детали в деталь.
Преимущества заклёпочных соединений:
Не позволяет распространяться усталостным трещинам, повышая надёжность всего изделия.
Позволяет соединять не поддающиеся сварке материалы.
Недостатки заклёпочных соединений:
1. Трудоёмкость процесса - необходимо просверлить множество отверстий, установить заклёпки, расклепать их. Эти операции выполняются вручную.
2. Повышенная материалоёмкость соединения - заклёпочный шов ослабляет основную деталь, поэтому она должна быть толще. Нагрузку несут заклёпки, поэтому их сечение должно соответствовать нагрузке.
3. Необходимость специальных мер для герметизации.
4. Процесс сопровождается шумом и вибрацией.
Головки заклепок могут иметь сферическую, коническую или коническо-сферическую форму. В зависимости от этого различают головки:
полукруглые (рис. 2.10, а),
потайные (рис. 2.10, б),
полупотайные (рис. 2.10, в),
плоские (рис. 2.10, г).
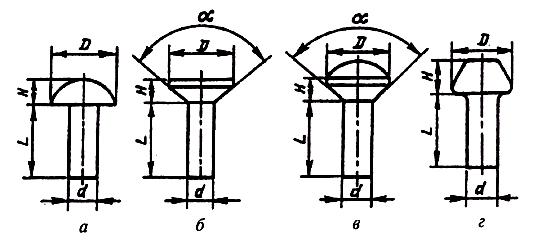
Рис. 2.10. Виды заклепок
Технология выполнения заклепочного соединения:
В соединяемых деталях выполняют отверстия сверлением или другим способом.
В сквозное отверстие соединяемых деталей вставляют до упора головной стержень заклепки - заклепка может быть в горячем или холодном виде.
Свободный конец заклепки выходит за пределы детали примерно на 1,5d.
Свободный конец заклепывают ударами или сильным давлением и создают вторую головку.
По характеру расположения соединяемых деталей различают:
соединения внахлестку (рис. 2.11, а) - один лист материала накладывают на другой;
соединения встык – листы материала подводят встык и соединяют наложенной на них одной (рис. 2.11, б, в, г) или двумя накладками.
По расположению заклепок швы делятся на:
однорядные;
двухрядные (рис. 2.11, а, б, в);
многорядные (рис. 2.11, г);
параллельные (рис. 2.11, б, в);
шахматные (рис. 2.11, а, г).

Рис. 2.11. Виды заклепочных соединений
Диаметр стержней заклепок выбирают по специальным таблицам. Ориентировочно он принимается равным толщине соединяемых деталей. Длину стержня заклепки принимают с учетом толщины соединяемых деталей и припуска.
На сборочных чертежах головки заклепок изображают не по их действительным размерам, а по относительным размерам, в зависимости от диаметра стержня заклепки d.
На чертежах указывают все конструктивные размеры швов клепаного соединения (рис. 2.12). При этом не вычерчивают все заклепки соединения - показывают одну заклепку и место расположения остальных (пересечение осей) (рис. 2.13).
На чертежах наносятся следующие обозначения:
диаметр (d) и длина (L) стержня заклепки;
группа металла и номер ГОСТ, определяющего форму головки и покрытие.
Например, заклепка, имеющая полукруглую головку, длину d=25 мм, диаметр стержня d = 10 мм, изготовленная из металла группы ОО, без покрытия имеет обозначение: Заклепка 10x25 ГОСТ 10299—80.