

Специальные (упрощенные) способы обработки листового материала
В мелкосерийном производстве достаточно широко применяют упрощенные способы обработки давлением листовых заготовок: штамповку эластичными материалами, давильные работы, высокоскоростную штамповку и т.п.
При штамповке эластичными материалами только один рабочий элемент (пуансон или матрицу) изготовляют из металла, роль другого инструмента (матрицы или пуансона)
выполняют резина, пластмассы (полиуретан) и жидкость.
На рисунке 43 приведены схемы штамповки резиной. При вырубке и пробивке металлическим инструментом является шаблон, на который укладывают заготовку (рис. 3.82. а). Резиновая подушка в ползуне пресса прижимает заготовку к шаблону. Если шаблон имеет острые режущие кромки, то давлением резины вначале отгибают свободные края заготовки, а затем ее обрывают по режущей кромке. Так выполняют вырубку и пробивку. Подобным способом можно осуществлять гибку (рис. 3.82, б), неглубокую вытяжку, отбортовку и формовку. Этими способами возможно обрабатывать заготовки толщиной не более 3 мм.
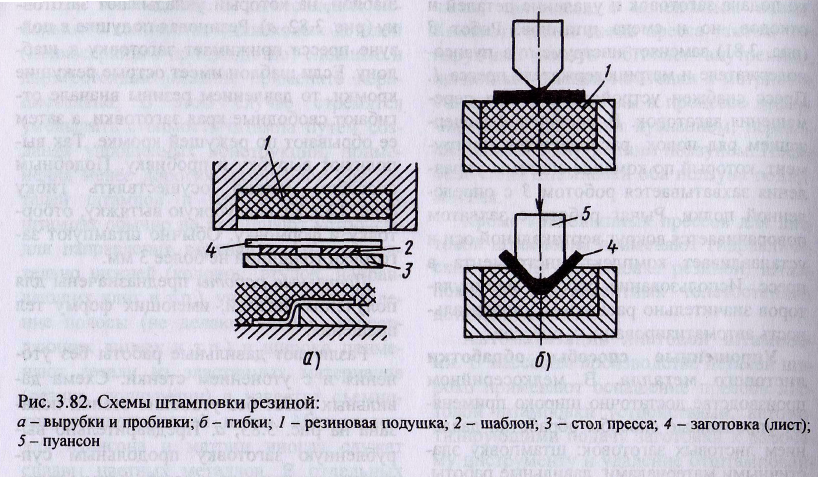
Рис. 43 Схемы штамповки резиной
а) вырубки и пробивки; б) – гибки;
1 – резиновая подушка; 2 – шаблон; 3- стол пресса; 4 – заготовка (лист); 5 – пуансон.
Оборудование для штамповки листа
Для штамповки листовых изделий применяют кривошипные (эксцентриковые) винтовые, фрикционные и гидравлические прессы. Наибольшее распространение получили кривошипные прессы. В зависимости о расположения опор кривошипошатунного механизма прессы разделяются на одностоечные (по одну стойку от опор и двух стоечные – между опорами).
На рисунке 44 приведена кинематическая схема одностоечного кривошипного пресса. При нажатии педали (3) через систему рычагов муфта (8) сцепляет вал маховика (1) с кривошипным валом (7). Маховик приводится от электродвигателя (2). Через шатун (5) кривошипный вал сообщает ползуну (4) возвратно-поступательное движение. К ползуну прикреплен хвостовик пуансона штампа. Тормозное устройство (6) затормаживает вал и ползун, в верхнем положении.
Рис. 44 Кинематическая схема одностоечного кривошипного пресса.
Для вытяжки сложных деталей применяются прессы двойного и тройного действия, т. е. прессы с двумя и более ползунами. На рисунке 45 показана схема пресса двойного действия. Наружный ползун пресса (1) служит для прижима заготовки (5), а к внутреннему (2) крепится пуансон (4), который производит вытяжку заготовки в матрице (6).
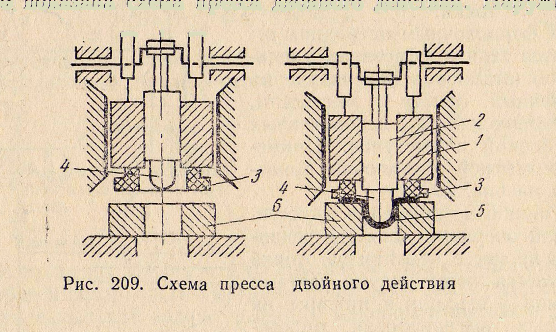
Рис.45 Схема работы пресса двойного действия
1 – наружный ползун; 2 – внутренний ползун; 3 – прижим; 4 – пуансон; 5 – изделие; 6 – матрица.
Лекция №8 Давильные работы
Давильные работы предназначены для получения деталей, имеющих форму тел вращения.
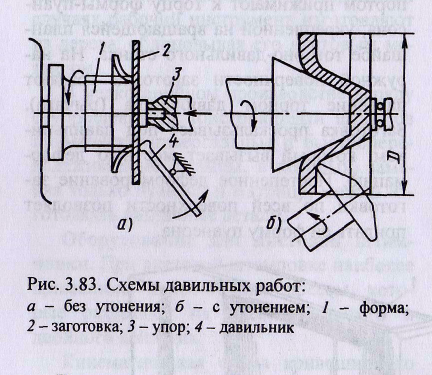 Различают
давильные работы без утонения и с
утонением стенки. Схема давильных работ
без утонения стенки показана на рисунке
46 а.
Предварительно
вырубленную заготовку (2) продольным
суппортом (3) прижимают к торцу
формы-пуансона (1), укрепленной на
вращающейся планшайбе токарно-давильного
станка. На наружной поверхности заготовки
создают давление торцом давильника-рычага
(4). Заготовка постоянно вращается под
давильником, который вызывает местную
деформацию. Постепенное деформирование
заготовки по всей поверхности позволяет
придать ей форму пуансона.
Различают
давильные работы без утонения и с
утонением стенки. Схема давильных работ
без утонения стенки показана на рисунке
46 а.
Предварительно
вырубленную заготовку (2) продольным
суппортом (3) прижимают к торцу
формы-пуансона (1), укрепленной на
вращающейся планшайбе токарно-давильного
станка. На наружной поверхности заготовки
создают давление торцом давильника-рычага
(4). Заготовка постоянно вращается под
давильником, который вызывает местную
деформацию. Постепенное деформирование
заготовки по всей поверхности позволяет
придать ей форму пуансона.
Давильные работы с утонением стенки и без утонения представлены на рисунке 46.
Рис. 46 Схемы давильных работ
а) - без утонения; б) – с утонением; 1 – форма; 2 – заготовка; 3 - упор; 4 – давильник.