

Специализированные способы объемной штамповки
На рисунке 31 показана схема штамповки на ротационно-ковочных машинах. Ползунки (1) с бойками (2), установленные в щёли головки шпинделя (3), сближаются, обжимая заготовку, и вновь расходятся под действием центробежных сил или пружин. Головка шпинделя расположена внутри сепаратора (4) с роликами (5), опирающимися снаружи на кольцевую обойму (6). При вращении шпинделя ползунки находят на ролики и наносят с разных сторон удары по заготовке. Величину обжатия регулируют прокладками (7). На таких машинах осуществляют кузнечную вытяжку, получают ступенчатые, конические валики, трубы с оттянутыми концами и т. д.
2
2
7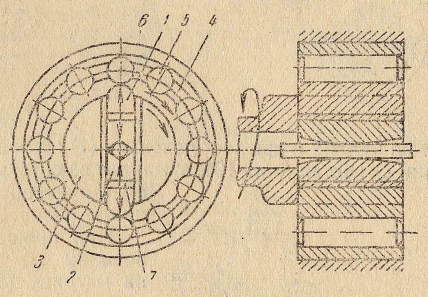

Рис. 31. Схема ротационной ковки
1 – ползунки; 2 – бойки; 3 – шпиндель; 4 – сепаратор; 5 – ролики; 6 – кольцевая обойма; 7 – регулировочные прокладки.
При горячем редуцировании методом ротационной ковки диаметр прутка может достигать 150 мм, а труб — 300 мм. Точность поковок составляет 0,1 — 0,3 мм, а качество поверхности изделий получаемых таким методом сопоставимо с качеством поверхностей полученных обработкой резанием.
Обрезные операции
Завершающими операциями при объемной штамповке являются обрезка облоя и прошивка отверстия в поковках колес и шестерен (рис. 32). Их выполняют на кривошипных или эксцентриковых (обрезных) прессах с усилием до 5Мн.
Облой (2) на мелких и средних поковках (1) обрезают (рис.32, а) в холодном состоянии. Оснастка для обрезки состоит состоит из обрезной матрицы (3) и пуансона (4) со съемником облоя.
При прошивке отверстий поковку (1) укладывают на матрицу (3) и прошивают пуансоном (4). Отход в виде выдры (2) падает вниз (рис.32, б).
а)
б)
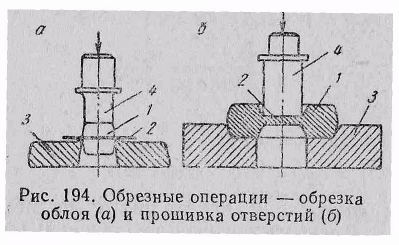
Рис. 32 Схема обрезки облоя (а) и пришивки отверстия (б).
1 – поковка; 2 – облой (а) и выдра (б); 3 – обрезная матрица; 4 – пуансон.
Кроме перечисленных операций объемной штамповки существуют и другие, такие как вальцовка, чеканка, высадка на автоматах и т.п.
Лекция №7 Холодная (листовая) штамповка
Среди холодной штамповки (без принудительного подогрева) наиболее распространена штамповка, исходным материалом для которой служит листовая заготовка (лист).
Листовая штамповка широко применяется в машиностроении и авиационной промышленности, судостроении и производстве товаров народного потребления.
Основные достоинства деталей из листового металла: легкость изделий, высокая производительность труда при их производстве, широкие возможности по созданию деталей различной формы.
При листовой штамповке материал подвергается сложной пластической деформации. Отдельные части изделия находятся в различных условиях напряженного деформирования, что вызывает повышенные требования к заготовке, особенно к разнотолщинности и однородности свойств в различных направлениях (анизотропию).
Различают тонколистовую (толщина менее 4 мм) и толстолистовую (более 4 мм) штамповку. Все операции штамповки листа делят на две категории: разъединительные, в которых часть заготовки отделяется от другой и формоизменяющие, связанные с перемещением части заготовки относительно другой без разрушения. К разъединительным относятся операции отрезки, вырубки, пробивки и т.д., к формоизменяющим – гибка, вытяжка, обжим, формовка, отбортовка и ряд других.