

Струйные мельницы
Измельчение частиц материала в струйных мельницах происходит при их движении в высокоскоростном газовом потоке внутри рабочей камеры за счет истирания частиц при их соударениях друг с другом и со стенками камеры. Такое оборудование используют для измельчения полимеров, красителей и пигментов до частиц размером в несколько микрометров.
П о
конструктивным признакам: с гориз и
вертик размольной камерой. В струйных
мельницах с горизонтальной размольной
камерой (рис. 14) предварительно измельченный
материал через штуцер питания 5 подается
в камеру измельчения 1. Материал подается
через окна на периферии по касательной
к внутренней поверхности камеры.
Одновременно в камеру через штуцер 3
подачи энергоносителя, распределительное
кольцо 4
и
сопло поступает под давлением газ или
пар. Благодаря соответствующему
расположению сопл внутри камеры
происходит пересечение струй и движение
подхваченного ими измельчаемого
материала по концентрическим окружностям.
Измельчение происходит за счет соударения
частиц, двигающихся с большой скоростью,
с частицами, циркулирующими в тонком
слое около стенки камеры с меньшей
скоростью.
о
конструктивным признакам: с гориз и
вертик размольной камерой. В струйных
мельницах с горизонтальной размольной
камерой (рис. 14) предварительно измельченный
материал через штуцер питания 5 подается
в камеру измельчения 1. Материал подается
через окна на периферии по касательной
к внутренней поверхности камеры.
Одновременно в камеру через штуцер 3
подачи энергоносителя, распределительное
кольцо 4
и
сопло поступает под давлением газ или
пар. Благодаря соответствующему
расположению сопл внутри камеры
происходит пересечение струй и движение
подхваченного ими измельчаемого
материала по концентрическим окружностям.
Измельчение происходит за счет соударения
частиц, двигающихся с большой скоростью,
с частицами, циркулирующими в тонком
слое около стенки камеры с меньшей
скоростью.
Частицы большого размера под действием центробежных сил отбрасываются к периферии и подвергаются дальнейшему измельчению. Частицы меньших размеров увлекаются газовым потоком к центру камеры, и после прохождения сепаратора, в котором отделяются более крупные частицы, собирающиеся в сборнике 8, через выводной патрубок 7 подаются на отделение тонкой фракции в мокром мешочном фильтре или водяном скруббере.
Обычно размер частиц измельченного продукта не превышает 0,02 мм.
4. Сущность метода экструзии. Общее устройство и работа червячных машин
Экструзия – технологический процесс, сущность которого состоит в превращении материала в непрерывное изделие с поперечным сечением необходимой формы путем продавливания материала через формующий инструмент-головку. Выдавливание как технологический процесс применяется для продавливания пленок, листов, труб, профилей, наложения изоляции на провода и др. Экструдеры также используются для смешения, пластикации, гранулирования, окрашивания.
От загрузочного бункера при вращении червяка гранулы материала перемещаются внутри каналов червяка. В результате трения между материалом и поверхностями цилиндра и червяка, а также за счет подвода тепла от электронагревателей цилиндра материал по мере продвижения к головке плавится, сжимается, переходит в вязко-текучее состояние и, пройдя сетку и решетку, выдавливается через профилирующую головку.
 Для
перемещения материала вдоль цилиндра
необходимо, чтобы его трение о стенки
цилиндра было большим, чем о поверхность
червяка. Если это требование не
выполняется, то полимер будет вращаться
вместе с червяком, не продвигаясь в
осевом направлении. Самостоятельно
экструдеры, как правило, не эксплуатируются,
а входят в состав специализированных
агрегатов, состоящих из ряда машин,
работающих согласованно. Например,
агрегат для производства труб включает
в себя помимо экструдера охлаждаемые
ванны, тянущее устройство, маркирующее
устройство, отрезное устройство,
намоточное устройство.
1
Для
перемещения материала вдоль цилиндра
необходимо, чтобы его трение о стенки
цилиндра было большим, чем о поверхность
червяка. Если это требование не
выполняется, то полимер будет вращаться
вместе с червяком, не продвигаясь в
осевом направлении. Самостоятельно
экструдеры, как правило, не эксплуатируются,
а входят в состав специализированных
агрегатов, состоящих из ряда машин,
работающих согласованно. Например,
агрегат для производства труб включает
в себя помимо экструдера охлаждаемые
ванны, тянущее устройство, маркирующее
устройство, отрезное устройство,
намоточное устройство.
1
Любой экструдер включает в себя следующие узлы: загрузочный бункер, рабочие органы - червяк и цилиндр, привод червяка, узел упорного подшипника.
Кинематическая схема одночервячного экструдера представлена на рис. От
электродвигателя 1 крутящий момент через редуктор 3 передается на червяк 4, который находится в цилиндре 2. Упорный подшипник 5 воспринимает возникающие при работе экструдера силовые нагрузки.
Основным органом одночервячного экструдера является обогреваемый материальный цилиндр 1, внутри которого вращается червяк 2. Загрузка перерабатываемого материала производится с помощью загрузочного устройства 3, конструктивное оформление которого определяется состоянием и формой частиц перерабатываемого материала. Формующий инструмент 4 устанавливается на выходе из материального цилиндра /, обогреваемого при помощи нагревателей 5. Привод червяка, закрепленного в опорном узле б, осуществляется от электродвигателя 7 через редуктор 8 и муфту 9.
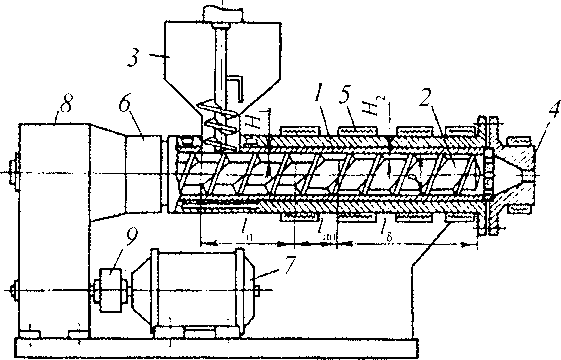 В
процессе переработки исходный материал
из загрузочного устройства поступает
в червяк и перемещается в осевом
направлении в винтовом канале червяка,
образованном внутренней поверхностью
материального цилиндра и нарезкой
червяка. При движении материал уплотнятся,
расплавляется, происходит удаление
воздуха и гомогенизация расплава,
развивается давление, под действием
которого подготовленный расплав
продавливается через формующий
инструмент. Т.о., в одночервячном
экструдере в направлении движения
материала могут быть выделены зоны:
питания (загрузки), плавления (пластикации),
дозирования (выдавливания) длиной
Ln,
I ш,
соответственно. В ряде случаев для
экструдеров специального назначения
могут быть выделены зоны дегазирования,
смешения, диспергирования и т. д. В зоне
питания происходит прием перерабатываемого
материала и его перемещение в направлении
зоны плавления и уплотнения. Для повышения
производительности зона загрузки
выполняется с большим объемом винтового
канала червяка, а также используются
устройства для принудительной запитки
экструдера.
В
процессе переработки исходный материал
из загрузочного устройства поступает
в червяк и перемещается в осевом
направлении в винтовом канале червяка,
образованном внутренней поверхностью
материального цилиндра и нарезкой
червяка. При движении материал уплотнятся,
расплавляется, происходит удаление
воздуха и гомогенизация расплава,
развивается давление, под действием
которого подготовленный расплав
продавливается через формующий
инструмент. Т.о., в одночервячном
экструдере в направлении движения
материала могут быть выделены зоны:
питания (загрузки), плавления (пластикации),
дозирования (выдавливания) длиной
Ln,
I ш,
соответственно. В ряде случаев для
экструдеров специального назначения
могут быть выделены зоны дегазирования,
смешения, диспергирования и т. д. В зоне
питания происходит прием перерабатываемого
материала и его перемещение в направлении
зоны плавления и уплотнения. Для повышения
производительности зона загрузки
выполняется с большим объемом винтового
канала червяка, а также используются
устройства для принудительной запитки
экструдера.
В зоне плавления происходит расплавление полимера, его уплотнение и удаление воздушных включений. Для эффективного проведения указанных процессов, канал червяка в зоне плавления выполняется с постепенно уменьшающимся объемом канала Я, т. е. Н > Н2.
В зоне дозирования происходит гомогенизация расплава и развивается давление, под действием которого расплав продавливается через формующий инструмент.
Червяки, диаметр D которых может быть от 20 до 500 мм и более, характеризуется геометрией (профилем) поперечного сечения канала, длиной нарезки, шагом t, степенью сжатия и числом заходов нарезки.