

1) Сварка газовым теплоносителем:
Г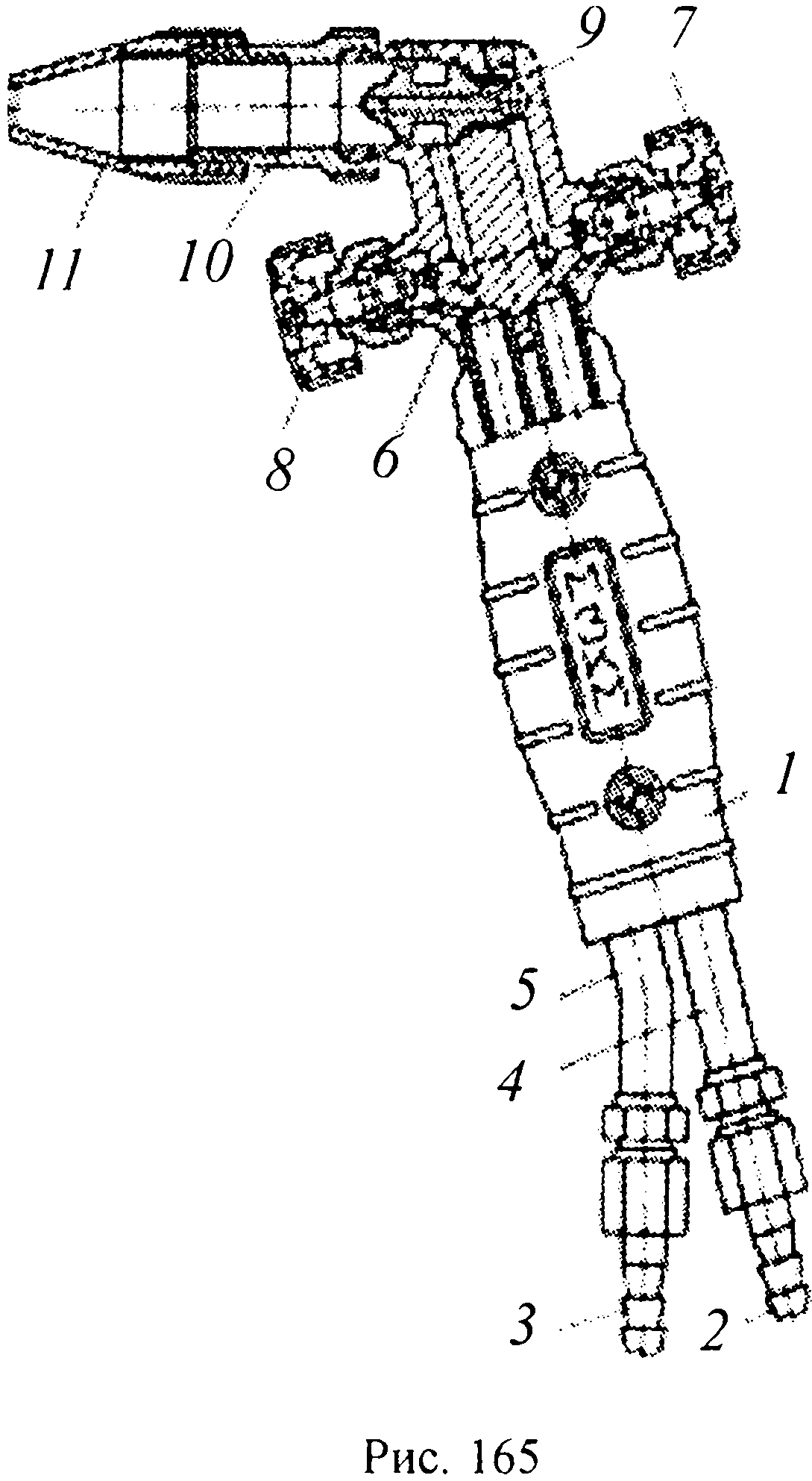 азопламенная
горелка прямого действия ГГП-1 (рис. 165)
работает
на пропане или природном газе и на
воздухе, подаваемых от источников
питания. Сжатый воздух поступает в
горелку от магистральной воздушной
линии.
азопламенная
горелка прямого действия ГГП-1 (рис. 165)
работает
на пропане или природном газе и на
воздухе, подаваемых от источников
питания. Сжатый воздух поступает в
горелку от магистральной воздушной
линии.
Горелка состоит из ствола и камеры сгорания. Ствол, вкл. рукоятку 1 с ниппелями 2, 3 для присоединения пропанового и воздушного резинотканевых рукавов, трубок 4 и 5 для горючего газа и воздуха, корпуса 6 с регулировочными вентилями 7и8для горючего газа и воздуха и завихрителя 9. Камера сгорания имеет цилиндрическую часть 10 и мундштук 11. Горючий газ под избыточным давлением через ниппель 2 поступает в трубку 4 и, пройдя вентиль 7, направляется в центральный канал завихрителя и вытекает из него с критической скоростью в камеру сгорания. Воздух через ниппель 3, трубку 5 и вентиль 8 подходит к кольцевому зазору завихрителя и поступает в камеру сгорания, образуя цилиндрический вихревой поток. Внутренние слои вихревого воздушного потока захватывают струю горючего газа и, перемешиваясь с ней, создают вращающийся спиралеобразный газовый поток.
При зажигании горючего газа и последующем медленном впуске воздуха пламя горит во внутренней полости камеры сгорания. Факел пламени нагревает воздух, который в свою очередь охлаждает продукты сгорания.
Э лектрические
горелки ГЭП-1 и ГЭП-2 состоят
из рукоятки 3
с
регулировочным вентилем 4
,
корпуса 2
и
сопла / (рис. 166).
лектрические
горелки ГЭП-1 и ГЭП-2 состоят
из рукоятки 3
с
регулировочным вентилем 4
,
корпуса 2
и
сопла / (рис. 166).
Внутри рукоятки находятся две трубки для прохода теплоносителя и электрокабеля, концы которого соединены с электроспиралью, уложенной на асбестовой пластине в керамической трубке. Газ-теплоноситель под давлением поступает в корпус горелки. При движении по цилиндрическому каналу керамической трубки теплоноситель омывает спираль нагревателя и вытекает из сопла горелки с определенной температурой и скоростью. Температуру газа регулируют изменением электрических параметров нагревателя и количества проходящего через них газа.
Конструкции нагревательных инструментов для ручной сварки весьма разнообразны: плоские и криволинейные пластины, ролики, тонкие полосы, клинья, призмы, цилиндры, а также специальной формы клещи, электроутюги, электропаяльники и т. д.
Д ля
полуавтоматической непрерывной сварки
крупногабаритных
изделий
из пленки толщиной до 200 мкм внахлестку
используют
машины
серии МСП. Схема сварочной головки
машины серии МСП представлена
на
рис.
167.
ля
полуавтоматической непрерывной сварки
крупногабаритных
изделий
из пленки толщиной до 200 мкм внахлестку
используют
машины
серии МСП. Схема сварочной головки
машины серии МСП представлена
на
рис.
167.
Головка состоит из двух роликов /, один из которых является ведущим. На ролики натянуты две бесконечные, гибкие металлические ограничительные ленты 2. Между лентами имеется зазор, в котором смонтировано нагревательное устройство 3. Нагревательное устройство подводится к свариваемому материалу. Ширина сварного шва определяется расстоянием между металлическими лентами и шириной нижней поверхности нагревателя 3.
2) Сварка нагретым присадочным материалом заключается в том, что свариваемые поверхности нагреваются и между ними непрерывно подается расплавленный присадочный материал. Размеры сечения (круглое или плоское) прутка являются одним из факторов, определяющих теплосодержание присадочного материала, а следовательно, и качество сварного шва.
Все полуавтоматы укомплектованы рабочими инструментами - пистолетами-экструдерами, которые в зависимости от способа подачи расплава разделяются на шнековые (когда подача расплава осуществляется шнеком) и прямоточные (когда расплав выталкивается холодным присадочным материалом, загружаемым в экструдер).
В комплект всех пистолетов-экструдеров
входят сменные мундштуки, которые
имеют форму, соответствующую форме
поперечного сечения подготовительных
кромок, и служат для подачи присадки в
разделку и создания сварочного давления.
Полуавтоматы могут быть переносными,
передвижными и стационарными.
комплект всех пистолетов-экструдеров
входят сменные мундштуки, которые
имеют форму, соответствующую форме
поперечного сечения подготовительных
кромок, и служат для подачи присадки в
разделку и создания сварочного давления.
Полуавтоматы могут быть переносными,
передвижными и стационарными.
Конструкция пистолета шнекового типа для получения расплава позволяет использовать не прутик, а гранулированный материал (рис. 168).
Материал загружается в бункер и оттуда поступает в материальный цилиндр 5. В цилиндре находится шнек 2, который приводится во вращение электродвигателем 8. Воздух попадает через штуцер / и далее, проходя по каналу 4, нагревается от электронагревателей б и поступает на выход в отверстия в раме мундштука 3 (показано стрелками). Электронагреватели 6 находятся в теплоизолированном корпусе 5. Для подачи присадок может быть использован канал 7.
П олуавтомат
ПСП-5 (рис. 169) - бесшнековый
прямоточный, действие которого основано
на выдавливании размягченного
(расплавленного) полимерного материала
холодным присадочным прутком.
олуавтомат
ПСП-5 (рис. 169) - бесшнековый
прямоточный, действие которого основано
на выдавливании размягченного
(расплавленного) полимерного материала
холодным присадочным прутком.
Пруток присадочного материала подающими роликами 4 проталкивается по внутреннему отверстию канала 7. Канал обогревается электроспиралью 6. Все это смонтировано в корпусе 5. Редуктор 3 приводится в действие электродвигателем /. Редуктор и электродвигатель размещены в рукоятке 2 пистолета-экструдера. Один из подающих роликов 4 может регулироваться, что дает возможность настраивать подачу присадочного прутка диаметром 3-6 мм. Входная зона канала 7 охлаждается водой для предотвращения преждевременного размягчения присадочного материала.
П олуавтомат
ПСП-6 (рис. 170)
предусматривает регулировку
температуры расплава, укомплектован
более мощным электродвигателем, благодаря
которому производительность по расплаву
увелич.
олуавтомат
ПСП-6 (рис. 170)
предусматривает регулировку
температуры расплава, укомплектован
более мощным электродвигателем, благодаря
которому производительность по расплаву
увелич.
Цилиндр для прутка материала 2 находится внутри кожуха 7, а между ними смонтирован омический электрообогрев 7. Пруток подающими роликами 5 подается в канал цилиндра. Входная зона канала охлаждается водой при помощи холодильника 4.