

5.3.4. Горячая штамповка
Процесс формообразования детали из нагретой заготовки, осуществляемый в штампе, называется объёмной горячей штамповкой. Штамп является инструментом с помощью которого получают требуемую форму заготовки (детали). Штампованные заготовки широко применяются в различных отраслях машиностроения в связи с их высокими механическими свойствами, высокой производительностью процесса и низкой себестоимостью деталей.
При выборе материала детали необходимо учитывать не только эксплуатационные характеристики (прочность, коррозионную стойкость, жаропрочность и т.д.) , но и пластические свойства , обрабатываемость резанием. Обычно применяют материалы хорошо освоенные в производстве и отвечающие требованиям эксплуатации, в частности:
углеродистые стали марок от 08 до 45;
конструкционные легированные стали марок 30ХГСА, 300ХГСНА, 40ХФА, ШХ15, 13Х15Н4АМЗ-Ш, ЭП-310Ш;
коррозионно стойкие стали марок 12Х18Н100Т, Х18Н9Т, ВНС-2;
алюминиевые сплавы АК4, АК6, Д16, В95;
титановые сплавы ВТ5, ВТ6, ВТ14, ОТ4-О.
Исходной заготовкой для горячей штамповки может быть заготовка, отрезанная от проката круглого, квадратного или другого сечения. В некоторых случаях используют слитки , или болванки отрезаемые от них. При горячей объёмной штамповке требуется значительно большее усилие деформации, чем при ковке. Вместе с тем , точность изготовления заготовок (деталей) в штампе значительно выше, т.е. величина припуска на последующую механическую обработку меньше. Штамповкой изготавливают детали различной конфигурации и в зависимости от этого они подразделяются на две группы: удлинённой формы Рис.5.22 (а), круглые или прямоугольные в плане Рис. 5.22 (б).
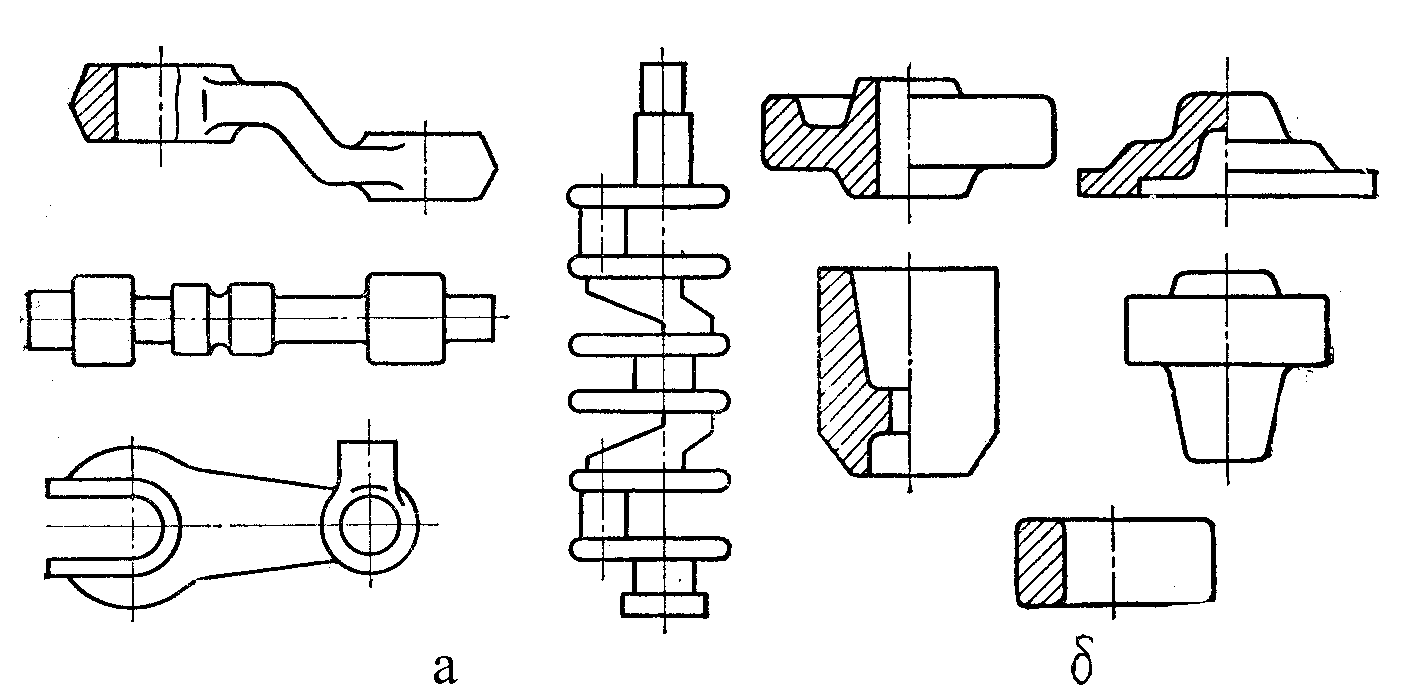
Рис.5.22
В зависимости от типа заготовки, серийности выпуска штамповку осуществляют в закрытых или открытых штампах.
 Штамповка
в открытых штампах. Штамповка в
открытом штампе характеризуется
переменным зазором (дополнительной
полостью) ,между подвижной и неподвижной
частями штампа Рис.5.23 (а). Величина
зазора зависит от массы
Штамповка
в открытых штампах. Штамповка в
открытом штампе характеризуется
переменным зазором (дополнительной
полостью) ,между подвижной и неподвижной
частями штампа Рис.5.23 (а). Величина
зазора зависит от массы
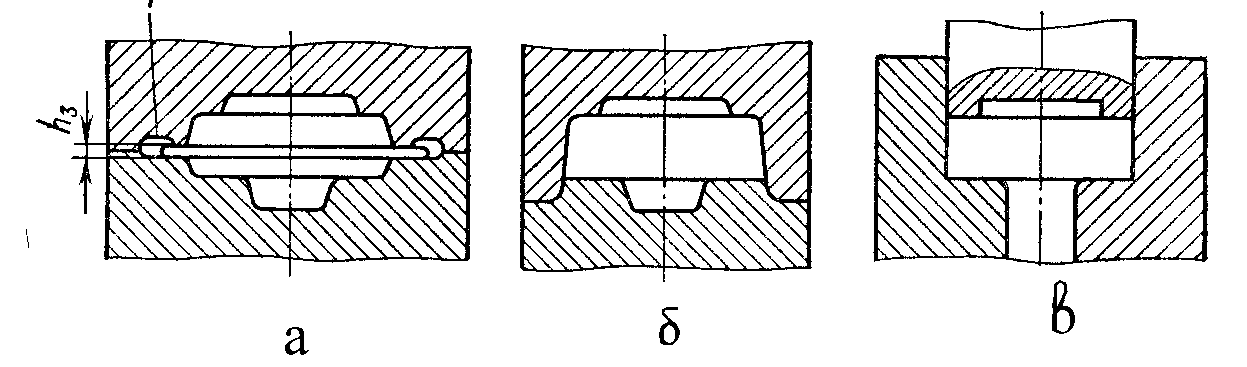
Рис.5.23
заготовки и служит для перетекания (выжимания) излишков металла при его пластическом деформировании после заполнения полости штампа. В результате перетекания металла в зазор на заготовке образуется заусенец (облой), который в дальнейшем обрезают. Применение открытых штампов позволяет не предъявлять к заготовкам высоких требований по массе.
Штамповка в закрытых штампах.
Штамповка в закрытых штампах Рис.5.23 (б,в) характеризуется тем, что полость штампа закрыта, т.е. отсутствует дополнительная полость между подвижной и неподвижной частями штампа, куда мог бы перетекать материал заготовки. Величина зазора в сопрягаемых поверхностях матрицы и пуансона не велика и составляет примерно 0,1 мм., что препятствует образованию заусенцев. В отличии от открытых штампов, в закрытых штампах объём заготовки должен быть равен объёму штампованной детали. При несоблюдении данного условия металл не заполнит полностью полости штампа или штампованная заготовка будет иметь размер по высоте больше требуемого. Штамповкой в закрытых штампах изготавливают детали имеющие форму показанную на рис.5.22 (б).
Преимуществом штамповок в закрытых штампах является повышение коэффициента использования материала (КИМ), так как на заготовке отсутствуют заусенцы. В результате деформирования материала волокна направлены по контуру заготовки и не пересекаются в месте их выхода в заусенец, как при штамповке в открытых штампах.
Применение закрытых штампов позволяет штамповать малопластичные материалы, т.к. сжимающие напряжения существенно больше, чем в открытых штампах.
5.3.5. Холодная штамповка.
 Под
холодной штамповкой понимают процесс
пластического деформирования металла
без предварительного нагрева заготовки.
Холодная штамповка подразделяется на
объёмную и листовую. В первом случае в
качестве исходной используют заготовки
в виде прутка, во втором листовой прокат.
В отличии от горячей штамповки материал
заготовки подвергается пластической
деформации при
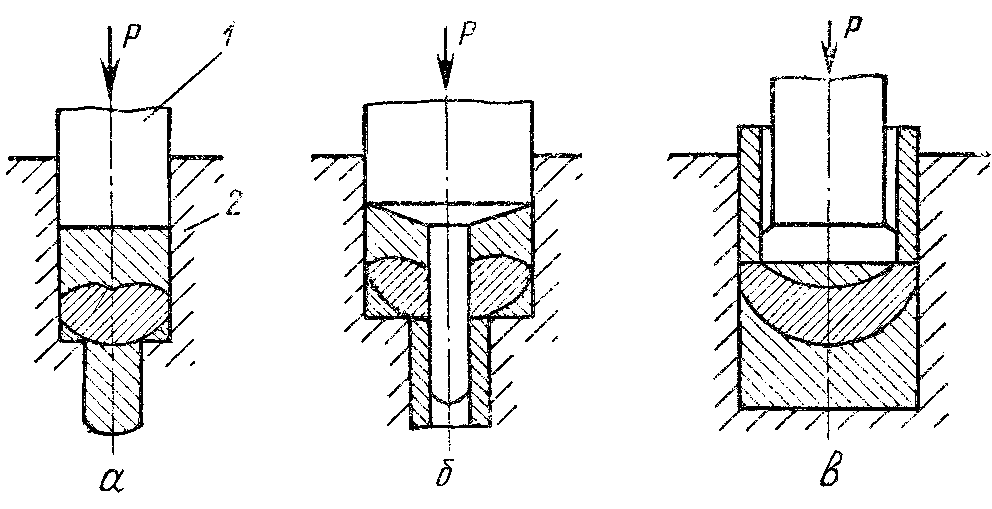
Рис.5.24
значительно
больших удельных давлениях и в условиях
всестороннего неравномерного сжатия.
На Рис.5.24 приведены схемы процесса
холодного выдавливания и зоны пластической
деформации заготовки.
Под
холодной штамповкой понимают процесс
пластического деформирования металла
без предварительного нагрева заготовки.
Холодная штамповка подразделяется на
объёмную и листовую. В первом случае в
качестве исходной используют заготовки
в виде прутка, во втором листовой прокат.
В отличии от горячей штамповки материал
заготовки подвергается пластической
деформации при
Рис.5.24
значительно
больших удельных давлениях и в условиях
всестороннего неравномерного сжатия.
На Рис.5.24 приведены схемы процесса
холодного выдавливания и зоны пластической
деформации заготовки.
Из схем видно, что зона пластической деформации охватывает не весь объём заготовки. При холодном выдавливании удельные усилия изменяются в ходе деформирования и зависят от высоты заготовки и резко возрастают когда высота становиться меньше зоны пластической деформации.
Такое обстоятельство может привести к ускоренному износу или разрушению рабочих поверхностей штампа.
Холодную штамповку выполняют на кривошипных, гидравлических прессах или специальных станках. Наиболее распространёнными методами холодного объёмного деформирования являются холодная высадка и формовка.
Холодная высадка.
 Холодная
высадка производится на холодновысадочных
автоматах, а в качестве заготовок
применяют пруток или проволоку. Отрезанная
заготовка подаётся в станочный штамп
и из неё формуется готовая деталь.
Детали, получаемые на холодновысадочных
автоматах, имеют высокую точность
размеров и чистоту поверхности, и в ряде
случаев не требуют последующей
механической обработки (винты, болты,
шпильки и т.д.).
Холодная
высадка производится на холодновысадочных
автоматах, а в качестве заготовок
применяют пруток или проволоку. Отрезанная
заготовка подаётся в станочный штамп
и из неё формуется готовая деталь.
Детали, получаемые на холодновысадочных
автоматах, имеют высокую точность
размеров и чистоту поверхности, и в ряде
случаев не требуют последующей
механической обработки (винты, болты,
шпильки и т.д.).
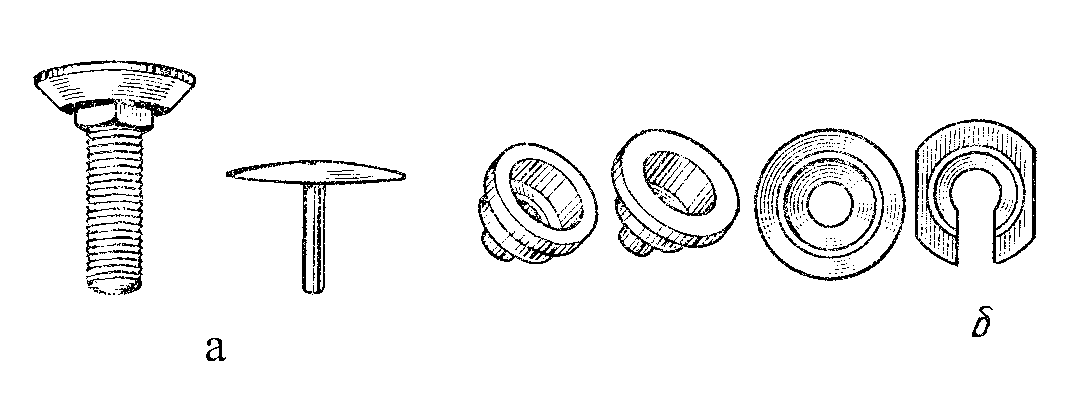
Рис. 5.25 Формирование резьбы производится также на автоматах накаткой.
На Рис.5.25 приведены некоторые типы деталей получаемых на холодно-высадочных автоматах. Процесс высадки характеризуется высокой производительностью (20 – 400 деталей в минуту) и высоким КИМ.
Холодная формовка.
Холодная формовка аналогична горячей штамповке в открытых штампах
Рис.5.23 (а) и обеспечивает получение детали требуемой формы путём заполнения полости штампа металлом холодной заготовки. При холодной формовке получение требуемых размеров и формы детали достигается за несколько переходов в различных штампах. Точность изготовления размеров и качество поверхности выше, чем при горячей штамповке. Одновременно обеспечивается упрочнение металла и изменение его структуры. Детали, изготовленные холодной формовкой, требуют минимальной механической обработки (или исключают её), повышают производительность труда.
Холодная листовая штамповка.
Листовой штамповкой изготавливают как плоские, так и объёмные детали, от малогабаритных до крупных (стрелки ручных часов, обшивки АПУ и ЛА). В качестве исходной заготовки используется листовой прокат. При штамповке толщина листа изменяется незначительно или практически не изменяется, в зависимости от формы получаемой детали.
Основными видами холодной листовой штамповки являются: вырубка, гибка и вытяжка.
В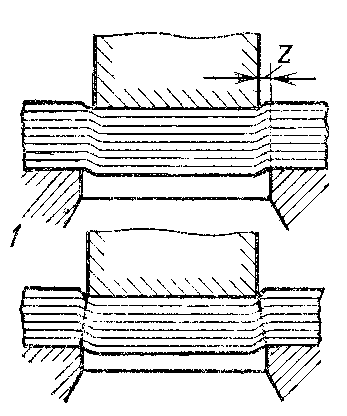 ырубкой
формируется внешний и внутренний контуры
заготовки в специальных вырубных
штампах. На Рис.5.26 приведена схема
деформирования листового материала
при вырубке. Пуансон выдавливает часть
заготовки в проём матрицы. Зазор Z
зависит от толщины и физико-механических
свойств материала заготовки и может
находиться в диапазоне от 0,05
ырубкой
формируется внешний и внутренний контуры
заготовки в специальных вырубных
штампах. На Рис.5.26 приведена схема
деформирования листового материала
при вырубке. Пуансон выдавливает часть
заготовки в проём матрицы. Зазор Z
зависит от толщины и физико-механических
свойств материала заготовки и может
находиться в диапазоне от 0,05
![]() 0,1
S толщины заготовки.
Рис.5.26
При вырубке геометрические размеры
проёма матрицы равны размерам готовой
детали , а пуансона на 2Z
меньше.
0,1
S толщины заготовки.
Рис.5.26
При вырубке геометрические размеры
проёма матрицы равны размерам готовой
детали , а пуансона на 2Z
меньше.
На Рис.5.27 приведена схема вырубного
штампа простого действия формирующего
внешние контуры листовой детали.
Нижняя плита 6 крепится на столе пресса
болтами или прижимами. На нижней плите
крепится матрица 4 с помощью матрице
держателя 5. К верхней плите 10 пуансоно
держателем 8 крепится пуансон 7. 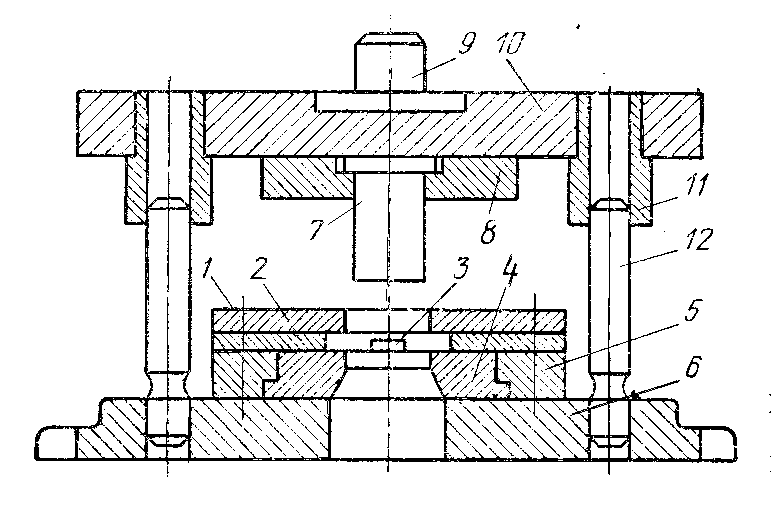 Для
точной ориентации пуансона относительно
матрицы в верхнюю плиту запрессованы
направляющие втулки 11, в которые
входят направляющие колоны 12, закреплённые
на нижнем основании 6. Перемещение
верхней плиты осуществляется ползуном
пресса который связан с хвостовиком 9.
Для
точной ориентации пуансона относительно
матрицы в верхнюю плиту запрессованы
направляющие втулки 11, в которые
входят направляющие колоны 12, закреплённые
на нижнем основании 6. Перемещение
верхней плиты осуществляется ползуном
пресса который связан с хвостовиком 9.
Рис.5.27 Исходной заготовкой является полоса из листового материала, которая подаётся по направляющим линейкам 2 до упора 3. Вырубленная из полосы деталь выталкивается пуансоном через проем нижней плиты и стола пресса в сборник деталей. После вырубки детали полоса снимается с пуансона съёмником 1, при перемещении его вверх.
По своему назначению штампы бывают простого, последовательного и совмещённого действия. Штампы последовательного действия имеют несколько рабочих зон, в каждой из которых осуществляется одна операция вырубки контура детали, внешнего или внутреннего. Процесс штамповки листовых деталей позволяет значительно повысить производительность труда, но в связи с высокой стоимостью штампов их рационально применять в серийном производстве.