

4.1.Разъемные соединения.
Наиболее распространенными видами разъемных соединений являются:
болтовые, шпилечные, винтовые, штифтовые, клиновые, соединения хомутом, байонетные, резьбовые, шпоночные , шлицевые.
4.1.1. Болтовое соединение - применяется в соединениях имеющих сквозные отверстия и требует двухстороннего подхода инструмента при навинчивании гайки Рис.4.1. Стандартные болты по степени точности делятся на болты: 1) нормальной точности; 2)повышенной точности; 3) грубой точности.


Рис.4.1. Рис. 4.2.
Диаметр отверстия под болт d1 имеет размер больше диаметра резьбы болта d . Болтовое крепление обеспечивает надежное стягивание соединяемых деталей. При стягивании в теле болта возникают напряжения растяжения. Тело удлиненных болтов Рис.4.2. имеет диаметр равный или несколько меньший внутреннего диаметра резьбы. Такие болты обладают более высокой упругостью, что улучшает условия работы стяжного соединения при действии ударных нагрузок. На Рис.6.1.и.6.2. приведены размеры внутренних и внешних свободных участков резьбы для основных видов соединений.
В процессе эксплуатации на изделие действуют различные виды нагрузок , в том числе и вибрационные. Под действием вибрационных нагрузок может происходить само раскручивание гаек и болтов. Для предотвращения этого явления соединения подвергают контровке. Для этих целей могут применяться следующие способы контровки: клеем; проволокой; специальными шайбами; шплинтами, кернение, применение специальных само контрящих гаек.
4.1.2. Шпилечные соединения.
Шпилечные соединения применяются в основном для деталей из мягких (алюминиевых и магниевых сплавов) или хрупких (серого чугуна) материалов.


Рис.4.3.
Шпильки устанавливают как в глухие,, так и сквозные резьбовые отверстия. На Рис.4.3. приведены некоторые варианты установки шпилек. Шпилька устанавливается в резьбовое отверстие наглухо, чаще с натягом. При такой установке резьбовое соединение, даже из мягких материалов, получается достаточно надежным. Для дополнительной контровки шпильки могут устанавливаться на клей, грунт, керниться. Соединение шпильками позволяет уменьшить габариты стыковочной поверхности детали или узла, требует одностороннего подхода инструмента.
4.1.3. Винтовые соединения.
Предназначены для крепления обшивки, небольших узлов и агрегатов, мелких деталей и т.д.

 `
`
Рис.4.4
На Рис. 4.4. представлены основные виды винтов под отвертку. Наибольшее применение при изготовлении установок находят винты с цилиндрической, полукруглой, потайной и полупотайной (чечевице образной) головками. Винты с потайной и полупотайной головками применяют для крепления обшивки и деталей находящихся на внешних обводах установок. Внутри отсеков или узлов устанавливают все остальные виды винтов.




Рис.4.6.
Рис.4.5. Рис.4.6.
Крепление деталей винтами можно производить как ввинчиванием их в корпус детали Рис.4.5., так и с помощью гаек. Соединения винтами, особенно когда их количество большое, достаточно трудоёмкий процесс и требует обеспечения соосности отверстий в соединяемых деталях, особенно при применении винтов с потайной головкой. При использовании винтов с потайной головкой появляется дополнительная операция, зенкерование. Если толщина детали меньше высоты потайной головки, в случае крепления тонко листовых обшивок, производят в обшивке выдавку под головку Рис. 4.6. Не допускается выступание головок винтов за обшивку, а утопание допускается в пределах 0,1-0,2 мм.
К недостаткам винтовых соединений относится: повышенная трудоёмкость сборки; совместное сверление отверстий в соединяемых деталях; трудности с автоматизацией и механизацией процесса.
Стопорение винтов от вывинчивания производят различными способами, указанными на Рис.4.7. Винты с полусферической и цилиндрической головками стопоряьтся упругими и храповыми шайбами (1 – 5), винты с цилиндрической головкой можно стопорить вязкой контровочной проволокой. Стопорение винтов с потайной головко поизводят установкой их на грут иликлей, а также кернением, как показано на Рис.4.7. (7).
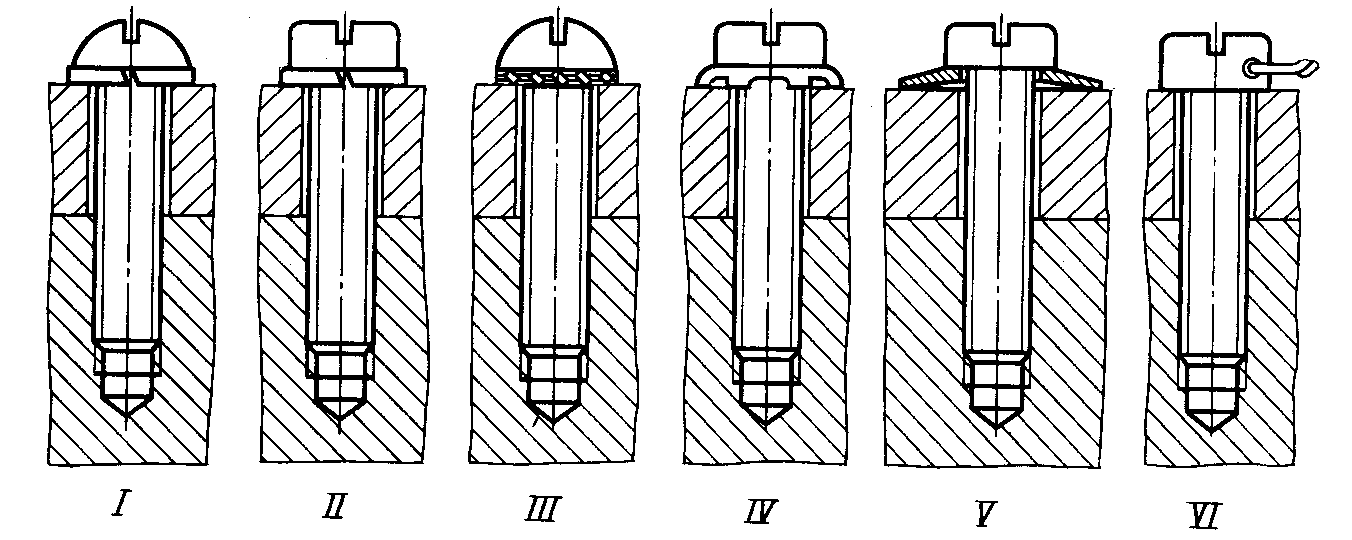

Рис.4.7.
В ряде случаев, для фиксации деталей на валах применяют установочные винты Рис.4.8. с различными фиксирующими концами и головками под инструмент.


Рис.4.8.
Врезные винты имеют хвостовик который входит в отверстие вала фиксируя и координируя положение детали. Нажимной винт удерживает деталь только за счет сил трения.
4.1.4.Шпоночные соединения – применяются для передачи крутящего момента и координации детали на плоскости в определённом положении. Шпонки используют в малонагруженных соединениях. Недостатком шпоночных соединений является малая несущая способность, ослабление валов шпоночными пазами, концентрация напряжений из-за неблагоприятной формы шпоночных пазов, низкая технологичность. Особенно резко шпонки ослабляют полые валы, у которых отношение диаметра отверстия к диаметру вала
d/D0,5.По своей конструкции шпонки бывают: призматические (а),сегментные(б) , клиновые(в) Рис.4.9.


а б

в
Рис.4.9
При сборке шпонка устанавливается в паз вала, ступицы или на плоскости с определённой посадкой.Рис.4.10 Наиболее часто применяются призматические и сегментные шпонки. Шпонки


Рис.4.10
входят в паз так, что между её верхней плоскостью и дном паза ступицы оставляют зазор s Рис. 4.11.



Рис.4.11. Рис.4.12. Рис.4.13.
Шпоночные пазы на валу или плоскости обрабатывают фрезерованием пальцевой или дисковой фрезой Рис. 4.12. ,а в ступице колеса долблением или протягиванием.
Пазы на валу бывают закрытого (а) и открытого (б) типа Рис.4.13. Паз открытого типа выходит до торца вала.
В зависимости от назначения, условий работы тип посадок и точность изготовления шпоночных пазов и шпонок определяется по справочной литературе.
4.1.5. Шлицевые соединения – применяются для передачи больших крутящих моментов и имеют преимущества перед шпоночными. В установках ЛА наиболее часто применяются щлицевые соединения с прямобочными и эвольвентными шлицами.Рис.4.14.

Рис.4.14
Современные методы обработки внутренних щлицев (протягиввание; шлифование центрирующих поверхностей) и наружных шлицев (фрезерование червячными фрезами и срогание долбяками методом обкатки; наружное протягивание; шлифование центрирующих поверхностей и рабочих граней шлицев) обеспечивает высокую точность и взаимозаменяемость шлицевых соединений.
Прямобочные шлицы наиболее часто центрируют по внешнему диаметру вала, такая центровка является наиболее технологична Рис.4.15, эвольвентные шлицы центрируются по боковой поверхности.

Рис.4.15.
В таблице 4.1. приведены рекомендуемые поля допусков и посадок для шлицевых соединений.
Таблица 4.1.
