

24. Сборка разъемных подшипников скольжения
Конструкция сборного подшипника скольжения выглядит следующим образом:
. а б
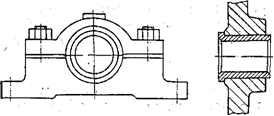
Конструкции подшипников скольжения: а — с разъемным корпусом; б - с неразъемным корпусом
1-корпус подшипника; 2-нижний вкладыш; 3-прокладка; 4-гайка; 5-шпилька; 6-крышка подшипника; 7-верхний вкладыш; 8-вал;
Если вкладыш является тонкостенным, то они под нагрузкой легко деформируются и легко прилегают к корпусу и крышки, плотность прилегания необходимо не только обеспечить точное вращения, но и для теплоотвода подшипника скольжения. Толстостенные вкладыши проходит операцию подгонки методом шабрения сначало пригоняют нижний вкладыш к корпусу, плотность прилегания 80-90% проверку пригоняют по краске, верхний вкладыш пригоняют к крышке подшипника после этого оба вкладыша пригоняют к шейке вала.
Сборку выполняют в следующей последовательности:
Устанавливают нижний вкладыш в корпус
Устанавливают вал на нижний вкладыш
Завинчивают шпильки в корпус
Устанавливают прокладки
Устанавливаем верхний вкладыш на вал
Устанавливаем крышку на вал и шпильки
Завинчивают гайки
Выполняют регулировку зазоров в подшипники путем изменения числа прокладок.
25. Сборка цилиндрических зубчатых передач
Цилиндрические зубчатые передачи служат для передачи крутящего момента между параллельными валами. Стандартом установлено 12 степеней точности зубчатых передач.
В общем случае сборка цилиндрической зубчатой передачи включает следующие технологические переходы:
1)сборка зубчатого колеса, если в собираемой конструкции
предусмотрена установка составных зубчатых колес;
2)установка шпонки на вал;
3)установка зубчатого колёса на вал и фиксация его в осевом положении;
4)установка промежуточных деталей на вал
5) установка подшипников на вал;
6)установка вала в корпус;
7)регулировка подшипников и зацепления;
8)контроль качества сборки;
9)обкатка передачи.
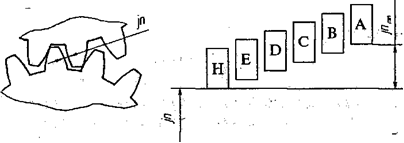
Весьма важным моментом при монтаже зубчатых колес в корпус является наличие бокового зазора необходимой величины. Боковой зазор (jn) это расстояние между нерабочими профилями зубьев, измеренное по нормали к боковым поверхностям (рис а). Для получения зазоров разной величины стандартом установлены шесть видов сопряжений: А, В, С, D, Е, Н (рис б).
а б
Гарантированный (минимальный) боковой зазор должен обеспечивать наличие масляного слоя между контактирующими зубьями, компенсацию тепловых деформаций передачи и погрешности ее изготовления и сборки. Боковой зазор в собранной передаче контролируют «щупом», а при большом модуле — прокатыванием между зубьями свинцовых проволочек диаметром (1,4-1,5) jnmin. Толщина сплющенной проволоки равна боковому зазору.
При отсутствии доступа к зубчатой передаче боковой зазор измеряют следующим способом. На вал одного из зубчатых колес крепят поводок 1 (рис.), который упирается в измерительный наконечник индикатора 2. Поводок с валом и зубчатым колесом поворачивают, удерживая от поворота второе колесо" зацепления. Поскольку второе колесо неподвижно, то первое колесо можно повернуть только на величину, соответствующую боковому зазору. По показаниям индикатора, приведенным к радиусу делительной окружности, определяют действительное значение бокового зазора:
jn=rc/L; где г — радиус делительной окружности; с — показания индикатора; L — расстояние от оси вала до ножки индикатора.

Заключительной операцией сборки является обкатка передачи. Зубчатые передачи, передающие большие моменты, при обкатке нагружают ступенями в 0,25; 0,50; 0,75 и 1,00 от номинальной нагрузки. При этом качество сборки проверяют по температуре и шуму. Разогрев подшипников не должен превышать 60 °С.
Уровень шума определяется комплексом погрешностей передачи и поэтому может служить одним из основных показателей качества изготовления и сборки зубчатых передач. Высокий уровень шума является следствием низкого качества передачи. Контроль уровня шума производят в специальных камерах шумомерами.