

7. Расчет Ме на действие продольной силы и изгиб эмомента.
Это внецентральное сжатие/растяжение возникает при одновременном действии в сеч.изгиб.М и продольной сжимающей или растягивающей силы N.



Расчет на прочность при упругой работе
![]()
Возможно потеря устойчивости, как в плости, изгиб.моменте(Мх), так и из плоск.действ, если
![]()
Расчет на устойчивость
![]()
φс=к/фснижения
расчетного сопротивления при внутреннем
сжатии опред. по СНиП,в зав от
![]() и эксцентриситета mef
и эксцентриситета mef
![]()
![]() -к/ф
влияниея формы сечения
-к/ф
влияниея формы сечения
Расчет на устойчивость из плоского изгибающего момента
![]()
![]() -СНиП
-СНиП
8.Соединения констр. Их виды, требования к соединению.
Соединения МК сопряж. отдаленные элементы между собой.Выбор вида соед. зависит от вида напряжения состояния соединения элементов, величины и хар-ра действ.нагрузки. Формы сопрягаемых элементов, усл. рабочие соединения.
3 вида: сварные, заклепочные, болтовые соединения.
Сварка-высокая прочность соединения,автомотизированный процесс, высокой качество сварного шва. Применяется везде.
Болтовые соединения в монтажных и рабочих соединениях, стационарных конструкциях.
(-) это высокий расход материала, высокая деформативность,трудоемкость,и более высокая цена.
Заклепки – наиболее трудоемкий и дорогой, но они исользуются при динамичных воздействиях (мосты и т.д.)
Виды сварки и хар-ка.
основной вид сварного соединения - электродуговая сварка.Основанная на появлении элемента дуги между стальными стержнями(электродом) и связываемые стальными деталями.Эл.дуга созд t=1500C
При этом происходит расплавка Ме и Ме электрода, чтобы шов был хороший существуют спец. обмазки для замедления остывания.
Так же есть газоэлектрическая сварка.Ее (+) по сравн. с электродуговой, высокая производительность. повышенная t=3200С, низкая стоимость,большая глубина провара.Трещин в сваре быть не должно – бывают горячие трещины.(вследствии остывания шва при температуре выше 1000С) и холодные трещины в следствии усадки.
Автоматическая сварка(наиб.качественные швы)
Полуавтомат.сварка(подача передвижение вручную)
Точеная сварка и валиковая электро сварка для супер тонких листов до 3 мм
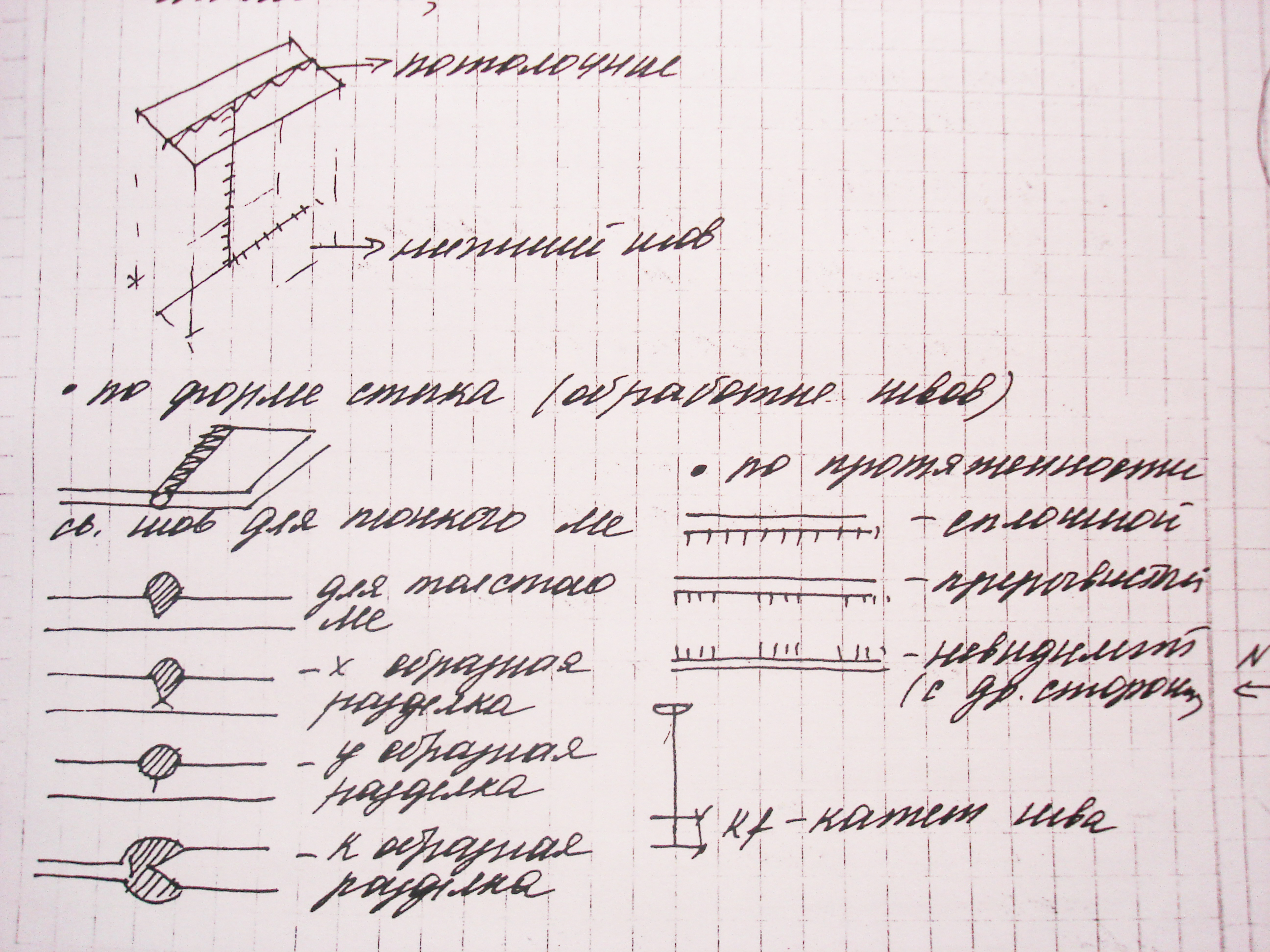
Швы бывают нижние (0-60градусов)вертикальные(60-120) и потолочные(120-180)
Аl конструкции сваривают аргонодуговой сваркой с неплавящимся вольфрамовым электродом с присадкой из Аl проволоки.
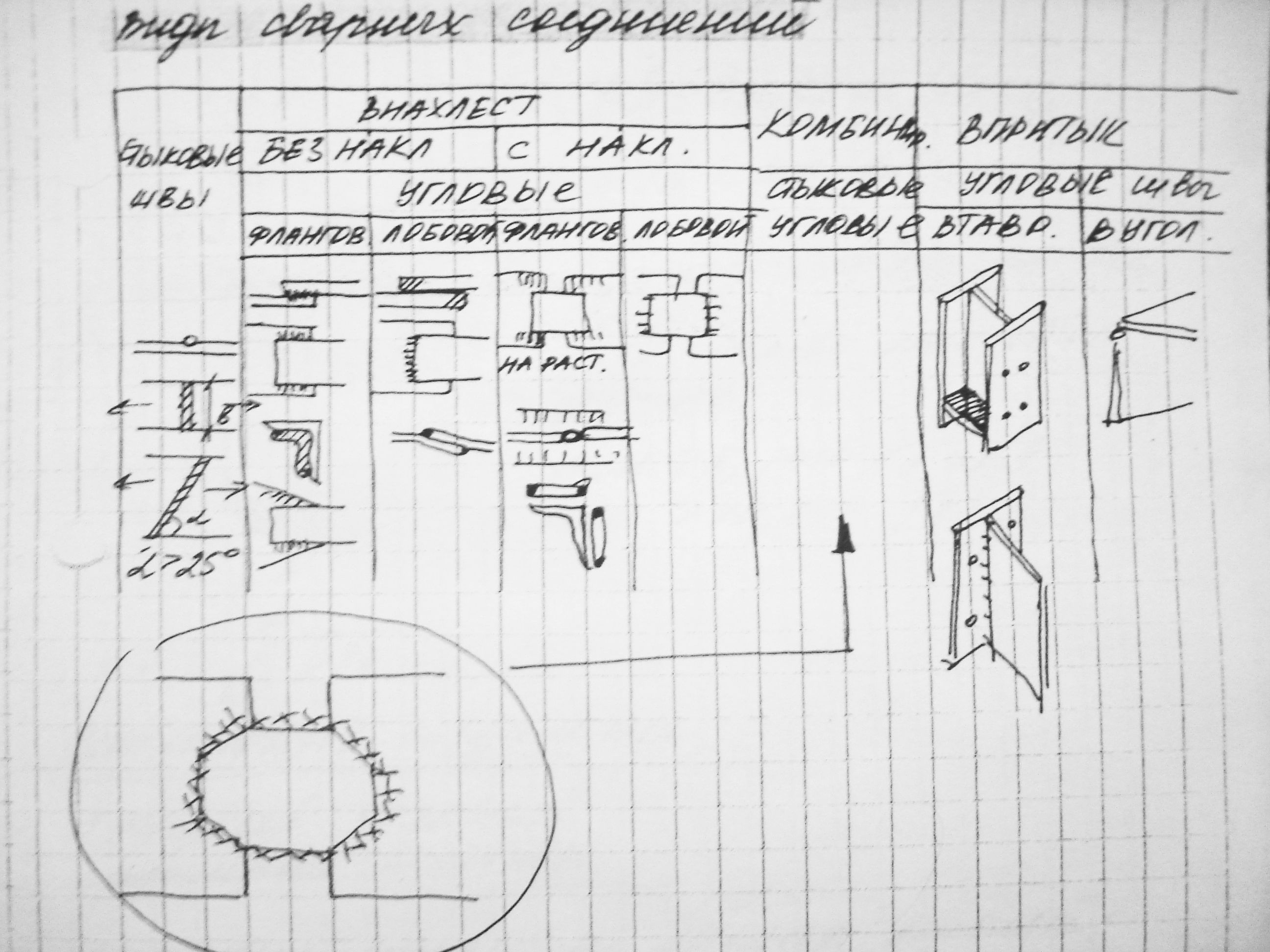
9.Сварные соединения их типы и рас-т.
Швы:стыковые и угловые.
Сварные соедин. бывают: стыковые, в нахлестку,комбинированные и впритык.наиболее надежно стыковые и экономич. Стыковые швы соедин. листы прокатные профили двутавры,швеллеры,уголки.В нахлестку пов-ют расход мат-ла все равно исп. меньше их надежность. Напряжение во фланговых швах неравномерны но в предел. выравнив. Комбинирован. угловые – это производные первых двух.
Расчет сварных стыковых соед. на центр. растяжение
N/t*lw< Rwy *ᵧc
t – наим. толщ. соед. эл.
lw – длина шва lw=lполн. длина -2t
Сжатие: Rwy=Ry
Растяжение: Rwy= 0,85Ry
Сдвиг: Rws=Rs
Расчет угловых швов при действ. продольных и поперечных сил
1)по Ме шва
2)по Ме границы сплавления
1)
![]() <
Rwf
*ᵧwf*ᵧc
<
Rwf
*ᵧwf*ᵧc
2)
![]() <
Rwz
*ᵧwz*ᵧc
<
Rwz
*ᵧwz*ᵧc
![]() zuf
-
коэф. по снипу зависит от типа сварки
zuf
-
коэф. по снипу зависит от типа сварки
Стыковые швы всегда непрерывные, угловые фланговые непрерывные и прерывные с разрыва не менее 50 мм.
ᵧwz =0,85-коэф. усл. работы(стройплощ)
ᵧwz =1(произв)
Проверка шва: капают керосином
Констр. требования
t1< t2
kf<1,2t1- наиб. тонкого элемента
lw=40мм