Выбор оборудования
Технологический процесс изготовления корпусная плоская деталь модуля Bluetooth подразумевает применение автоматизированных роботизированных комплексов.
Конкретные типы оборудования выбираются с учетом особенностей технологического процесса.
4.1 Подающие устройства
Для изготовления детали используется сталь 10. Чтобы обеспечить равномерную подачу ленты на автоматический пресс, применим подающие устройства.
Устройство предназначено для правки и подачи листового металла
с рулона или отдельных листов (шириной до 1500 мм) в рабочую область других станков.
Система управления устройством снабжена переносным пультом управления для удобной работы оператора.
В правильно подающих устройствах в одной машине совмещены функции правильного и подающего устройств одновременно.
Это позволяет существенно сэкономить рабочее пространство и финансовые средства при комплектовании комплексов.
Таблица 1
Подающие устройства
Тип оборудования |
Производительность, шт/мин |
Габариты, мм |
666.34.02 |
0 - 15996 |
2500•1500•1500 |
MasterFeed FL 1250/8 |
0 - 24000 |
3000•1400•1400 |
В качестве правильно подающего устройства выбираем устройство 661.34.02.

4.2 Пресса
Таблица 2
Пресса
Тип оборудования |
Производительность, шт/мин |
Габариты, мм |
ACL WE67Y 250/2500D |
60 |
2000•2000•3000 |
Пресса гибочные гидравлические серии WE67Y предназначены в первую очередь для серийного изготовления деталей невысокой сложности, имеющих от одного до четырех гибов. Пресса оснащены простой и удобной электронной NC панелью управления. Для работы на прессах этой серии не требуется дополнительного обучения оператора. Рабочие параметры вводятся вручную, оператор задает значения по осям Х, У.
Для вырубки и гибки корпусной плоской детали модуля Bluetooth используется автоматический пресс ACL WE67Y 250/2500D.

4.3 Гальванические линии
Таблица 3
Гальванические линии
Тип оборудования |
Производительность, шт/мин |
Габариты, мм |
ЛА-8 |
166 |
13700•3200•3600 |
Для нанесения гальванического покрытия используется автоматическая барабанная гальваническая линия ЛА-8. Количество барабанов - 30.

4.4 Транспортирующие устройства
Таблица 4
Транспортные роботы
№ п/п |
Тип оборудования |
Технические характеристики |
1 |
Транспортная тележка ОМ 9973
|
Кол-во перегружаемых деталей, шт. …182481 Скорость перемещения, м/мин: 4 - 80 - 140 Габаритные размеры, мм: длина…1900 ширина…990 высота…1180 |
2 |
Транспортная тележка С4057
|
Кол-во перегружаемых деталей, шт. …364963 Скорость перемещения, м/мин: 1 - 90 - 120 Габаритные размеры, мм: длина…2300 ширина…800 высота…750 |
3 |
Транспортная тележка С4234
|
Кол-во перегружаемых деталей, шт. …182481 Скорость перемещения, м/мин: 2 - 30 Габаритные размеры, мм: длина…2523 ширина…1150 высота…1650 |
4 |
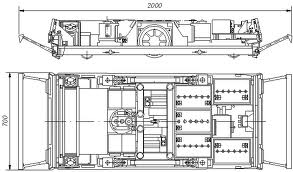
Транспортный робот «Электроника НЦТМ - 25» |
Кол-во перегружаемых деталей, шт. …364963 Скорость перемещения, м/мин: 12 - 48 Габаритные размеры, мм: длина…2000 ширина… 700 высота…290 |
Для транспортировки от пресса к гальванической линии деталей применим автоматический транспортный робот «Электроника НТЦМ – 25». При использование данного транспортного робота отпадает необходимость прокладки рельсовых путей, отсутствие концевых и путевых выключателей упрощает обслуживание. Особенностью данного транспортного робота является наличие автономного источника питания, микропроцессорным устройством управления, обеспечивающего слежения за трассой в виде светоотражающей полосы, загрузочно-разгрузочным столом.
Погрешность позиционирования:
поперечная ± 5 мм.
продольная ± 20 мм.