

27 Гідравлічна взаємодія екструдера з головкою. Робоча точка єкструзії.
Фактическая производительность экструдера, снабженного конкретной головкой, определяется ее сопротивлением. Рабочие характеристики экструдера и формующего инструмента представляют собой графики в координатах давление – производительность.
Уравнение рабочей характеристики дозирующей зоны червяка экструдера при допущении ньютоновского поведения расплава полимера имеет следующий вид (поток утечки не учитываем):
![]() ,
(18.1)
,
(18.1)
где G – производительность; μэф – эффективная вязкость расплава в канале червяка; р – давление на выходе из канала червяка (т.е. на входе в головку); α и β – коэффициенты, значения которых зависят от геометрии канала конкретного типа червяка.
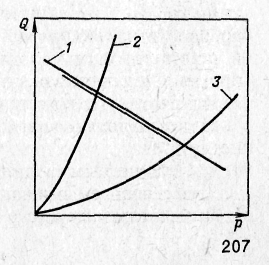
Рис. 18.2. Рабочие характеристики экструдера (1) и головок с относительно малым (2) и большим (3) гидравлическим сопротивлением. Удовлетворительная область рабочей характеристики экструдера показана сдвоенной линией
Уравнение, определяющее рабочую характеристику головки, также и ньютоновском приближении имеет вид
![]() ,
(18.2)
,
(18.2)
где kэф – коэффициент, зависящий от геометрической формы каналов головки (константа головки).
Величина μэф как известно, для расплавов полимеров является убывающей функцией скорости сдвига, которая, в свою очередь, прямо пропорциональна величине G. Таким образом, в соответствии с уравнением (18.2), рабочая характеристика головки представляется кривой, исходящей из начала координат (рис. 18.2). Решение уравнений (18.1) и (18.2), графически представляемое точкой пересечения рабочих характеристик (рабочей точкой), дает значение производительности и развиваемого при этом давления на входе в головку для конкретного сочетания экструдера и головки.
Естественно, не все режимы работы экструдера, соответствующие его рабочей характеристике, являются удовлетворительными. Область малых давлений соответствует неудовлетворительной температурной однородности расплава и возможному появлению воздушных включений в нем из-за неудовлетворительного уплотнения плавящегося в канале червяка гранулята полимера, зона повышенных давлений – неконтролируемому перегреву расплава и возможным пульсациям производительности. Как правило, максимальные давления, соответствующие нижней точке удовлетворительной области рабочей характеристики, не превышают 30 МПа.
При анализе работы головки необходимо знать:
1. Будет ли рабочая точка соответствовать предполагаемой производительности;
2. Будет ли рабочая точка лежать в пределах удовлетворительной области рабочей характеристики конкретного экструдера, для которого проектируется головка (например, рабочая точка для головки 3 на рис. 18.2 лежит вне этой области, так что в данном случае следует ожидать при производстве изделия пульсаций производительности экструдера и как следствие – продольной разнотолщинности изделия);
3. Величину давления, развивающегося в элементах головки, для определения прочности этих элементов.
Первая и третья задачи могут решаться, например, в допущении ньютоновского поведения расплава полимера при рассчитанной константе головки совместным решением уравнений (18.1) и (18.2). Следует, однако, иметь в виду, что уравнение (18.1) описывает рабочую характеристику только зоны дозирования, а не всего канала червяка, содержащего несколько функциональных зон, принципиально отличных друг от друга по состоянию материала в них. Получено оно к тому же при существенных допущениях, kн снижающих его точность (например, допущения об изотермичности течения в канале червяка). По этой причине использовать его для определения производительности и давления, соответствующих рабочей точке, можно лишь при грубых; прикидочных оценках. В этом случае предпочтительно использование конкретной, определенной экспериментально на данном полимере удовлетворительной области рабочей характеристики экструдера.
Найденное таким образом положение рабочей точки на характеристике шнека дает ответ одновременно и на второй вопрос. В случае несоответствия положения рабочей точки удовлетворительной области рабочей характеристики экструдера должна быть изменена конфигурация каналов проектируемой головки с целью изменения ее константы. Определение константы головки или создаваемого ею перепада давления входит в задачи гидравлического расчета.