

8.1.3. Производство смолистых пластиков на основе мочевиномеламиноформальдегидных смол и листовых наполнителей.
(самостоятельно А.Ф. Николаев. Технология пластических масс., 1977, стр. 159-161)
Слоистые пластики на основе МФС можно приготовить в виде листов и плит из бумаги и ткани (хлопчатобумажной, асбестовой и стеклянной).
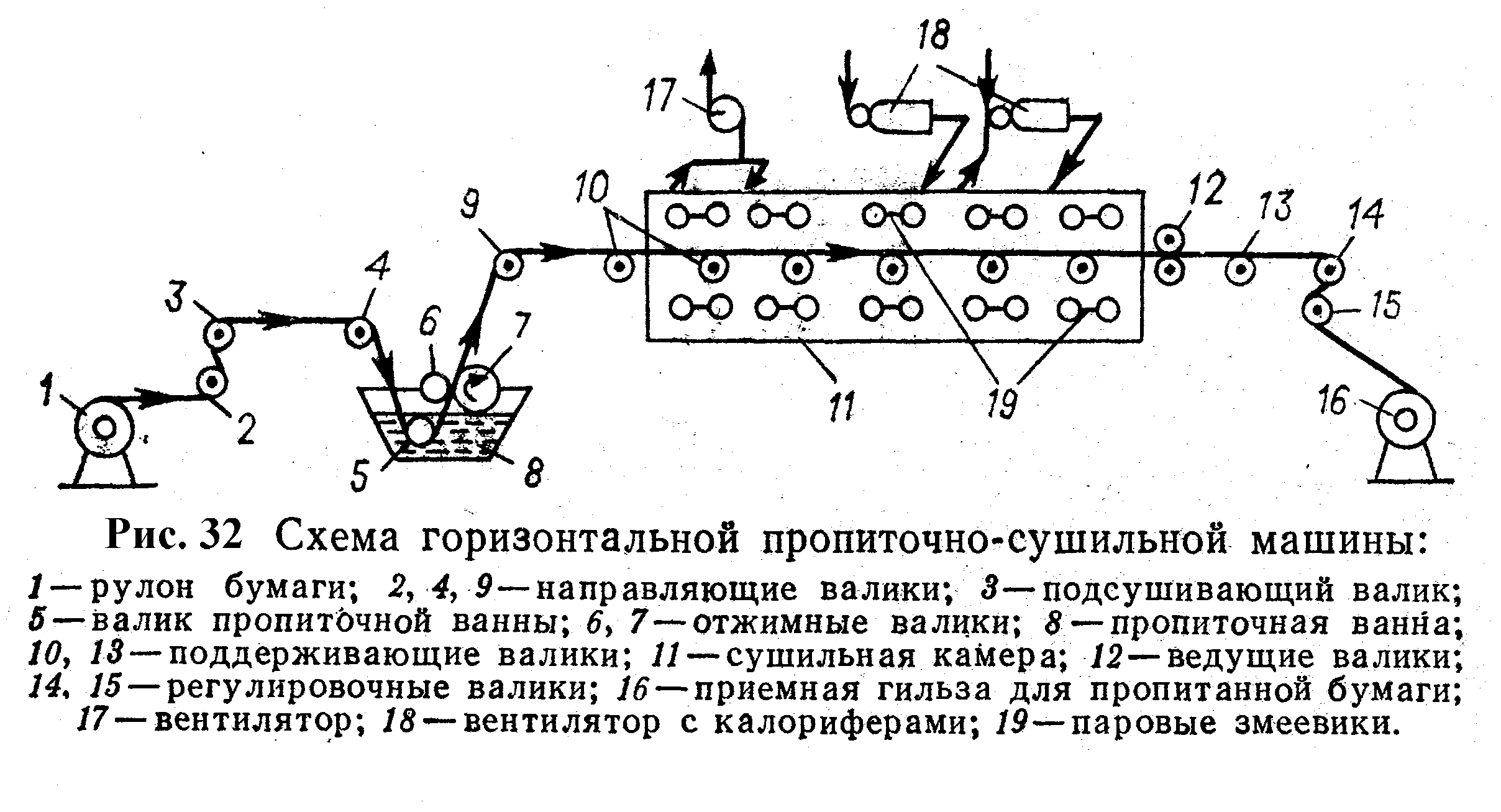
Технологический процесс производства включает следующие стадии (рисунок 32):
приготовление смол,
пропитка бумаги смолой,
сушка и нарезка бумаги,
прессование листов пластика.
Для внутренних слоев используется пропиточная бумага из небеленой или полубеленой сульфатной целлюлозы, а для лицевых слоев – бумага из сульфитной беленой целлюлозы – и в качестве верхнего декоративного слоя – текстурная бумага (белая, цветная и др.).
Поскольку ММФС при отверждении не темнеет, она применяется для пропитки бумаги, идущей на поверхностные (лицевые) слои пластика.
Бумага с рулона 1 через направляющий валик 2, обогреваемый паром подсушивающий валик 3 и валик 4 поступает в ванну 8, наполненную раствором смолы. В противоточной ванне бумага, огибая валик 5, пропитывается раствором. Количество его на бумаге можно регулировать с помощью отжимных валиков 6 и 7.
Бумага, пропитанная раствором смолы, через направляющий валик 9 и поддерживающие валики 10 поступает в сушильную камеру 11. Внутри камеры сверху и снизу расположены паровые змеевики 19. кроме того, вентилятором 18 в камеру подается горячий воздух. Из передней части камеры воздух, насыщенный парами воды, выбрасывается в атмосферу с помощью вентилятора 17. Температура в сушильной камере распределяется таким образом: в начале камеры 100 – 110 0С, в середине 90 – 95 0С и в конце 80 0С.
В сушильной камере наряду с удалением влаги из бумаги происходит также дальнейшая конденсация смолы. Высушенная бумага поступает на ведущие валики 12, проходит поддерживающий валик 13, регулировочные валики 14 и 15 и наматывается на приемную гильзу 16.
Пропитанная и высушенная бумага сматывается с рулона и режется на листы определенного размера, которые укладываются в пакеты. Толщина пластика регулируется числом внутренних слоев бумаги, а цвет и рисунок определяется видом кроющей бумаги. Пакеты загружают на плиты многоэтажного пресса и прессуют при 135 – 140 0С и давлении 10 – 12 МПа. По окончании прессования в плиты пресса, не снижая давления, подают воду, охлаждают листы до 25 – 30 0С и затем выгружают.
8.2. Свойства и применение амидоальдегидных смол и пластмасс на их основе
8.2.1. Применение амидоальдегидных смол.
Клеи. По внешнему виду они могут быть пастообразными, вязкими или твердыми. Применяются смолы, как горячего, так и холодного отверждения. Добавлением катализаторов можно снизить температуру отверждения смолы или получить смолы холодного отверждения.
Лаки и эмали. Применение смол возможно только после их модификации. Тогда они пригодны для изготовления лаков горячей и холодной (воздушной) сушки, эмалей и пропиточных растворов для получения слоистых пластиков с повышенными водостойкостью и эластичностью. Покрытия из таких смол обладают большей твердостью, хорошим глянцем, эластичностью, бензо- и маслостойкостью, красивым внешним видом.
Обработка бумаги и ткани. Бумага обработанная водными растворами МФС и МЛФС, приобретает повышенную прочность в мокром состоянии.
Для придания несминаемости тканям их пропитывают 8 – 10%-ным водным раствором диметилолмочевины.
Связующее. Из древесных отходов, обработанных МФС, могут быть изготовлены плиты, дверные и оконные пакеты и др. изделия.