

Производство дренажных труб и продажа
Купить дренажные трубы и все необходимые комплектующие предлагает ООО "Космопласт Трейдинг". Производство пластиковых труб для дренажа, универсальных систем канализации и водопровода, поставка пластиковых труб, фитингов и комплектующих для колодцев от лучших мировых производителей – ключевые области нашей работы.
Дренажные трубы широко используются в сооружении закрытых систем дренажа на коттеджных, садовых и дачных участках. Системы дренажа предназначены для понижения уровня грунтовых вод, отведения избыточной влаги из почвы и ее осушения. Поступление воды из почвы в трубы для дренажа происходит через поры материала или специальные перфорационные отверстия. Грунтовые, талые и дождевые воды отводятся из почвы по дренажным трубам в специально сооруженные водосборные колодцы. Это позволяет обезопасить участок от затопления, а фундамент находящегося на участке жилого дома – от разрушения.
Дренажные трубы из современных материалов
Трубы для дренажа – один из основных элементов водоотводящей системы. Производство дренажных труб осуществляется из высокопрочных и долговечных материалов, обладающих устойчивостью к коррозии, давлению и неблагоприятному воздействию окружающей среды. Такими характеристиками обладают полиэтилен (ПНД) и поливинилхлорид (ПВХ). Эти материалы эластичны и прочны, имеют доступную стоимость, а монтаж изделий из них осуществляется просто и быстро.
Полиэтиленовые и поливинилхлоридные трубы для дренажа просты в обслуживании. Установить дренажную трубу и присоединить ее к общей системе можно в минимальные сроки, с помощью использования специальных пластиковых фитингов. Прочность, ибкость и эластичность, простоту монтажа дренажной трубы обеспечивает гофрированная структура. Еще одно важное преимущество подобной структуры – в том, что к гофрированным стенкам почва и щебень прилегают неплотно, что создает свободный отток влаги в трубу через поры и перфорационные отверстия.
Виды труб для дренажа
По строению дренажные трубы бывают однослойными и двухслойными. Поверхность однослойных труб - это гофрированная труба дренажная и снаружи, и внутри. Устанавливать дренажную трубу такого типа рекомендуется на небольшие глубины, до трех метров. Двухслойные трубы для дренажа применяются при глубокой закладке. Они обладают большей прочностью и стойкостью к давлению. Кроме того, внутренняя стенка двухслойной трубы имеет гладкую поверхность. Благодаря гладкому внутреннему слою гидравлическое сопротивление снижается, и скорость оттока влаги по трубам увеличивается.
Помимо однослойных и двухслойных труб для дренажа, выделяются перфорированные и неперфорированные трубы. Перфорированная дренажная труба предназначена отведения влаги от дорог и фундаментов зданий, непосредственно для дренажа почвы. Неперфорированные дренажные трубы можно использовать в качестве канализационных, а также при прокладке кабельных каналов под землей и монтаже вентиляции. Гибкая гофрированная структура, высокая прочность и эластичность делают их универсальным элементом для сооружения различных систем.
Выбор глубины укладки, проектирование, устройство и монтаж дренажных систем, например, если это дренаж на даче, осуществляются в зависимости от типа почвы, размера территории и других факторов. Качественно и надежно установить дренажную трубу и остальные элементы системы можно лишь после определения особенностей почвы и глубины залегания грунтовых вод. Для устройства дренажа в мелкозернистом грунте используются дренажные трубы в обмотке геотекстилем.
В ассортименте: трубы полипропиленовые для горячей воды, труба pn 10, труба полипропиленовая армированная pn20
Технологическая схема получения профильных изделий
Все стадии технологического процесса производства профиля неразрывны и выполняются на одной линии непрерывного действия (рис. 1).
 Рис.
1. Технологическая схема установки для
производства профильно - погонажных
изделий:
1 - экструдер; 2 - формующая
головка; 3 - калибровочный стол; 4 - тянущее
устройство; 5 - отрезное устройство; 6 -
приемный стол.
Рис.
1. Технологическая схема установки для
производства профильно - погонажных
изделий:
1 - экструдер; 2 - формующая
головка; 3 - калибровочный стол; 4 - тянущее
устройство; 5 - отрезное устройство; 6 -
приемный стол.
Гранулированный полимерный материал пневмозагрузчиком подается в бункер экструдера, где нагревается, пластицируется и в виде расплава под давлением подается в формующую головку, из которой отформованный профиль поступает в калибратор и далее в охлаждающую ванну. Для отвода профиля служит тянущее устройство. Толщина стенки профиля и правильность его геометрической формы контролируются бесконтактным измерительным устройством. Для нанесения надписей тиснением или печатью служит счетно-маркирующее устройство. Затем профили нарезаются на отрезки заданной длины дисковой или гильотинной пилой, перемещающейся вдоль изделия со скоростью его отвода, и укладываются манипулятором в штабеля.
Для переработки ПВХ применяются в основном двухшнековые экструдеры со шнеками, вращающимися в противоположных направлениях и витками плотного зацепления. Они наилучшим образом подходят для этого с точки зрения создания необходимого давления, скоростей сдвига и продолжительности пребывания смеси в экструдере. Их производительность лимитируется, как правило, скоростью охлаждения изделия, но в некоторых случаях ограничения создаются и скоростью приемного устройства. Поэтому для производства профилей нередко используют многоручьевые головки, особенно когда сечение имеет несложную конфигурацию, что позволяет значительно повысить производительность экструдера и эффективность его действия.
Все чаще начинают использоваться технологии соэкструзии и ламинирования изделий декоративными покрытиями.
При формовании профилей размеры и форма готового изделия определяются, в том числе, и эластическим восстановлением экструдата на выходе из мундштука, вытяжкой профиля под действием собственной массы или тянущего устройства и усадкой полимера при его охлаждении. На форму готового изделия влияют также трение материала о рабочие поверхности, вызывающее замедленное течение расплава в узких сечениях, и неодинаковая скорость охлаждения различных по толщине сечений сложного профиля.
На рис. 2 схематически показано устройство головки для производства сложного профиля закрытого типа.
 Рис.
2. Схема формующей головки для изготовления
сложного полого профиля:
1 - корпус;
2 - дорн; 3 - дорнодержатель; 4 - мундштук;
5 - регулировочные винты.
Рис.
2. Схема формующей головки для изготовления
сложного полого профиля:
1 - корпус;
2 - дорн; 3 - дорнодержатель; 4 - мундштук;
5 - регулировочные винты.
Мундштук вращением регулировочных винтов может смещаться в радиальном направлении относительно дорна, что необходимо для выравнивания скоростей расплава по периметру изделия и регулировки толщины его стенки.
Длина формующей части зависит от толщины сечения; обычно их соотношение лежит в пределах 10:1 - 15:1. Оно уменьшается при переработке высоковязких полимеров, и, наоборот, при необходимости экструзии с высокой скоростью длину формующей части следует увеличить.
Сложность калибровки - основная проблема при производстве профилей. Как правило, к профильным изделиям не предъявляется особенно жестких требований по точности размеров; поэтому зачастую калибрующее устройство совмещается с охлаждающей ванной и предназначается главным образом для предотвращения чрезмерной деформации профиля в процессе охлаждения. Из-за трудностей изготовления калибрующие насадки сложного профиля заменяют набором калибрующих латунных или медных пластин. При формовании профилей сложной формы их количество может быть довольно значительным (10-15 и более). Для получения изделий с точными размерами, а также формования полых профилей, калибрование проводят с помощью обычных насадок, преимущественно с использованием вакуума.
Для охлаждения тонкостенных профилей (сайдинг, прокладки и т. д.) с успехом применяют ленточные транспортеры с прижимным роликом, иногда прибегая к дополнительному обдуву изделия воздухом. Воздушное охлаждение широко используется при экструзии и более толстых изделий. Охлаждение осуществляют орошая движущийся профиль, либо пропуская его через ванну (последнее особенно часто при значительной толщине). Длина охлаждающих устройств 3-10 м, они, как правило, выполняются в виде разъемных секций, приспособленных для быстрого монтажа и демонтажа.
После охлаждения профиль подается с помощью тянущего устройства на намотку или резку.
Особенность производства ПВХ-профилей заключается в том, что поливинилхлорид - один из наименее стабильных карбоцепных промышленных полимеров. В процессе переработке он подвергается термической, термоокислительной, термомеханической и механической деструкции. Поэтому в состав композиции добавляют различные стабилизаторы, модификаторы, пластификаторы,смазки, наполнители.
Стабилизаторы должны уменьшать термоокислительную деструкцию поливинилхлорида, предотвращать старение полимера, вызванное действием УФ-излучений, защищать материалы от вредного воздействия микроорганизмов.
Смазки увеличивают поверхностное скольжение композиции, препятствует пригоранию трудноперерабатываемых смесей в экструзионных машинах.
Пластификаторы позволяют получать изделия с повышенной ударной вязкостью, заданной эластичностью, увеличивают морозостойкость и огнестойкость материала. Для жестких изделий рекомендуется добавлять не более 5 м.ч. пластификатора на 100 м.ч. ПВХ.
Модификаторы повышают сопротивление материалов к ударным нагрузкам. сокращают время плавления композиции, улучшаеют реологические свойства расплава.
Наполнители придают изделию улучшенные физико-механические характеристики, увеличивают светостойкость, снижают стоимость композиции. Количество вводимого наполнителя не должно превышать 50 м.ч. на 100 м.ч. ПВХ. Мел является одним из важнейших наполнителей для ПВХ. Он дополнительно стабилизирует поливинилхлорид, уменьшает усадку и придает размерам изделий стабильность, увеличивает жесткость, твердость и теплостойкость материала, а также уменьшает дымообразование.
Многие производители предлагают комплексныв добавки (аддитивы), в состав которых уже входит смесь стабилизаторов с синергическим действием и смазки. Недавно на российском рынке появился новый продукт - премикс: готовая композиция ПВХ для произвоства определенного вида изделия.
Описание технологии
Под трубами понимают изделия кольцевого сечения закрытого профиля цилиндрические или гофрированные диаметром от 5 до 1500 мм. Тонкостенные изделия этого типа с толщиной стенки 1-1,5 мм при диаметре до 25 мм принято называть шлангами. Трубки диаметром менее 5 мм со стенками толщиной менее 0,5 мм называют капиллярами. Название «труба» является обобщающим.
Как правило, трубы изготовляют из высоковязких сортов полимеров. Для их производства применяют полиэтилен низкой плотности, полиэтилен высокой плотности (ПЭ-80, ПЭ-100), жесткий и пластифицированный поливинилхлорид, АБС-пластик, полипропилен, ударопрочный полистирол.
В зависимости от свойств используемых полимеров пластмассовые трубы могут обладать не только низкой плотностью, щелоче-, кислотостойкостью, но и термостойкостью до 120-1500С, высокими электроизоляционными свойствами, бензо- и маслостойкостью, не ржавеют в процессе использования. Кроме того пропускная способность пластиковых труб больше, чем металлических, вследствие незначительных потерь на преодоление трения жидкости о полимерную поверхность.
Также использование полимерных труб обычно дает ощутимый экономический эффект: затраты на транспортировку и монтаж сокращаются по сравнению со стальными трубами в несколько раз, значительный срок службы (около 50 лет), отсутствие расходов в период эксплуатации. В результате монтаж, выполненный из труб и фитингов из полипропилена, даст удешевление на 15–20% по сравнению с трубопроводом, выполненным из стальных оцинкованных труб.
Ещё одно важное достоинство пластмассовых труб - технологичность их соединения в трубопроводные системы.
Технология и оборудование для производства труб Процесс производства труб из пластика технологически достаточно прост, относительно нетрудоемок, энергетически малозатратен и экологически безвреден, а минимальная площадь, необходимая для установки и эксплуатации одной комплектной линии для производства труб, составляет порядка 100 м2.
Все стадии технологического процесса производства труб неразрывны и выполняются на одной линии непрерывного действия.
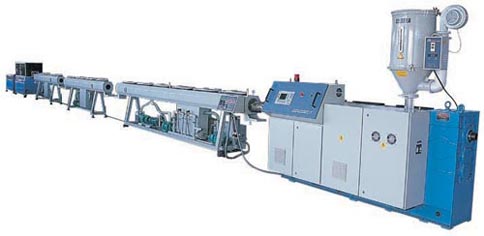 Рис.
1. Линия для производства полимерных
труб.
Рис.
1. Линия для производства полимерных
труб.
Гранулированный полимерный материал пневмозагрузчиком подается в бункер экструдера, где нагревается, пластицируется и в виде расплава под давлением подается в прямоточную формующую головку, из которой отформованная труба поступает в калибратор и далее в охлаждающую ванну. Для отвода трубы служит тянущее устройство, захватывающие элементы которого соответствуют профилю изделия. Толщина стенки трубы и правильность ее геометрической формы контролируются бесконтактным измерительным устройством. Для нанесения надписей тиснением или печатью служит счетно-маркирующее устройство. Трубы диаметром более 50 мм нарезаются на отрезки заданной длины дисковой или гильотинной пилой, перемещающейся вдоль трубы со скоростью ее отвода, и укладываются манипулятором в штабеля. Трубы диаметром менее 50 мм наматываются в бухты тянуще-намоточным устройством.
Экструдеры. Используются главным образом одночервячные прессы с длиной червяка (25-30)D. Применение длинных червяков способствует уменьшению пульсации расплава и повышению качества изделий. При производстве тонкостенных изделий используют экструдеры с осевым перемещением червяков, позволяющим регулировать зазор между концом червяка и головкой. В современных агрегатах, служащих для производства труб диаметром более 1000 мм с толщиной стенки более 25 мм, используют высокопроизводительные двухчервячные экструдеры.
 Рис.
2. Одношнековый экструдер.
Рис.
2. Одношнековый экструдер.
Формование профиля трубы. Формование осуществляется за счет течения расплава полимера через кольцевую щель головки. Для этого обычно используют прямоточные, угловые и Z-образные формующие головки.
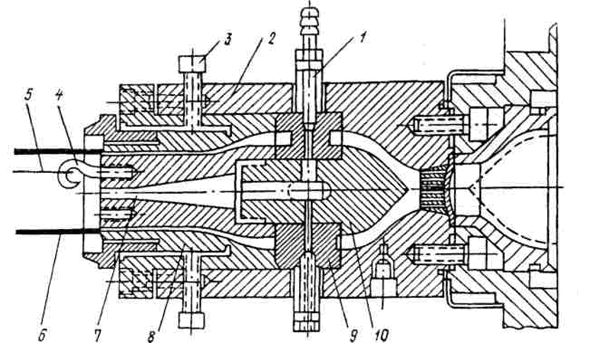 Рис.
3. Прямоточная кольцевая головка для
изготовления труб и шлангов:
1 - штуцер
для подвода сжатого воздуха; 2 - корпус;
3 - регулировочные винты; 4 - крепежное
устройство; 5 - трос для удержания
скользящих пробок в калибрующем
устройстве; 6 - трубная заготовка; 7 -
канал для поступления в трубу сжатого
воздуха; 8 - матрица; 9 - дорнодержатель;
10 - дорн.
Рис.
3. Прямоточная кольцевая головка для
изготовления труб и шлангов:
1 - штуцер
для подвода сжатого воздуха; 2 - корпус;
3 - регулировочные винты; 4 - крепежное
устройство; 5 - трос для удержания
скользящих пробок в калибрующем
устройстве; 6 - трубная заготовка; 7 -
канал для поступления в трубу сжатого
воздуха; 8 - матрица; 9 - дорнодержатель;
10 - дорн.
Наибольшее применение находят прямоточные головки (рис. 2). Корпус головки состоит из двух частей, между которыми закреплена радиальная решетка дорнодержателя. В переднюю часть корпуса вставляется формующее кольцо (мундштук), которое крепится к корпусу фланцем. На входе в головку вставляются решетка и пакет фильтрующих сеток. На решетке дорнодержателя закреплены рассекатель и дорн. Решетка дорнодержателя имеет штуцер для подвода сжатого воздуха внутрь трубы. Расплав полимера из цилиндра экетрудера проходит через пакет фильтрующих сеток, решетку, а затем течет в кольцевом зазоре между патрубком и рассекателем дорна и входит в отверстия решетки дорнодержателя, где ребрами разделяется на несколько параллельных потоков. Чтобы не было застойных зон, ребра решетки дорнодержателя делают обтекаемой формы. После решетки дорнодержателя расплав вновь поступает в кольцевой канал, образованный второй частью корпуса и дорном. Окончательные размеры расплав принимает в формующем канале, при этом для обеспечения равной толщины трубы по периметру формующее кольцо (мундштук) может перемещаться винтами в радиальных направлениях относительно дорна.
Длина формующего канала обычно принимается кратной глубине канала h и должна быть равна l/h =15 - 30.
 Рис.
4. Формующая головка для изготовления
труб большого диаметра.
Рис.
4. Формующая головка для изготовления
труб большого диаметра.
Конструкции формующих головок должны удовлетворять следующим общим требованиям: 1) равномерное течение расплава по периметру головки; 2) отсутствие линий спаев; 3) плавный переход от одного участка канала к другому; 4) равномерное нагревание расплава по периметру; 5) отсутствие застойных зон; 6) форма канала выбирается из условия эксплуатации и области применения труб.
Кроме конструктивных факторов на качество изготовляемых труб влияют технологические параметры - температура, скорость течения и скорости вытяжки расплава. При течении происходит ориентация молекул полимера, которая зависит от вязкости расплава и скорости течения. При увеличении температуры расплава ориентация и время релаксации уменьшаются, поэтому усадка труб в осевом направлении снижается.
Скорость течения расплава в головке влияет в основном на анизотропию свойств трубы. При увеличении скорости может появится шероховатость поверхности, т.к. происходит периодический срыв расплава с поверхности формующего канала.
При формовании профиля трубы расплав из головки отводится с помощью тянущего устройства. Если расплав отводится со скоростью большей, чем скорость выхода расплава, происходит уменьшение толщины стенки трубы и повышается осевая ориентация трубы.
Калибрование труб. Для придания профилю экструдата заданных размеров и исключения его деформации в охлаждающем устройстве трубы калибруют, т.е. предварительно охлаждают с обеспечением расплаву определенной конфигурации и размеров. Как правило, трубы калибруют по их наружному диаметру, поскольку это важно для стыкования и соединения при дальнейшем использовании. Тонкостенные шланги и капилляры калибруют также и по внутреннему размеру.
Для придания калибруемому изделию требуемой формы с последующим ее сохранением процесс должен начинаться при температуре, близкой к температуре плавления термопласта Т1 ≤ Тпл а заканчиваться, когда расплав затвердевает, то есть при температуре ниже температуры размягчения Т2 < Тр. В связи с этим калибратор располагается в непосредственной близости от головки на расстоянии 30-100 мм. Скольжение трубы по калибрующей втулке сопровождается интенсивным теплоотводом и охлаждением изделия.
Калибрование можно проводить с использованием сжатого воздуха или вакуума.
При калибровании по наружному диаметру с использованием сжатого воздуха трубчатая заготовка расплава выдавливается из головки и поступает внутрь металлической гильзы калибратора. При подаче сжатого воздуха внутрь трубы происходит частичное раздувание ее по диаметру, вследствие чего труба на выходе из головки плотно прилегает к охлаждаемым стенкам калибрующей гильзы. Чтобы не произошло разрушения (раздувания) экструдата, насадка в данном случае крепится вплотную к головке, а в рубашку калибрующей насадки подается охлаждающая жидкость. Для исключения прилипания расплава, гильза насадки охлаждается до температуры, которая всегда должна быть ниже температуры стеклования или плавления. При этом на поверхности трубы образуется слой твердого полимера, который после выхода из насадки должен выдерживать внутреннее давление воздуха, а также силы трения, возникающие в насадке.
Давление калибрования выбирается в зависимости от диаметра трубы, толщины ее стенки, а также от свойств полимеров и температуры расплава. Обычно его подбирают экспериментально при запуске установки. При этом следует учитывать, что при низком давлении ухудшается внешний вид труб (образуется поверхностная рябь), а при чрезмерно большом снижается прочность из-за возрастания коэффициента трения и появления микротрещин.
Для создания внутри трубы давления конец её закрывают пробкой или несколько раз перегибают под углом 1800. Применение пробки ухудшает качество внутренней поверхности трубы и увеличивает силу ее трения при калибровке. Раздувание сжатым воздухом позволяет создавать внутри трубы высокое давление. Этот способ калибровки используют при производстве труб диаметром более 100 мм и толщиной стенки более 5 мм.
При калибровании вакуумом необходимо обеспечить герметичность между зкструдатом и гильзой на входе, поэтому диаметр формующего мундштука делают несколько больше, чем диаметр гильзы. Необходимые размеры труба приобретает в результате прижатия экструдата к стенкам гильзы под действием разности давления атмосферного воздуха и вакуума. Поскольку невозможно создать большую разность давлений (∆P не превышает 0,05 МПа), этот метод неприменим при калибровании толстостенных труб.
 Рис.
5. Вакуумный калибратор.
Рис.
5. Вакуумный калибратор.
При калибровании пластинами трубчатая заготовка раздувается сжатым воздухом, подаваемым внутрь трубы, или за счет создания вакуума в калибрующей камере. В этом случае набор калибрующих пластин помещают в герметичную камеру, в которой создают вакуум. В этой же камере устанавливают форсунки для разбрызгивания воды или полностью заливают ее водой. Уровень воды поддерживается с помощью сливных трубок. Расстояние между пластинами на входе делают небольшим, чтобы под действием вакуума не произошло раздувание расплава. По мере отвода трубы температура расплава понижается и расстояние между пластинами возрастает. Калибрование охлаждаемыми пластинами ускоряет процесс охлаждения и уменьшает трение.
При калибровке по внутреннему диаметру калибратор крепится непосредственно к дорну головки. По трубке, проходящей через дорн, в него подается охлаждающая вода. Труба, протягиваемая по калибратору, охлаждается и разглаживается. Используя этот метод, можно получать изделия с толщиной стенки до 0,2 мм и с сечением любой формы, соответствующей конфигурации формующей щели головки.
При калибровании изделий следует избегать быстрого охлаждения, чтобы свести к минимуму остаточные напряжения и неравномерность усадки, нередко являющиеся причиной образования микротрещин. Необходимо согласовывать толщину стенки изделия, скорость ее отвода от головки, длину калибрующей втулки и теплофизические свойства перерабатываемого полимерного материала (теплопроводность,температуропроводность).
Для более равномерного охлаждения трубы внутрь нее также через дорн впрыскивается водяной туман. В этом случае тепло отводится не только через калибрующую втулку, но и внутрь изделия.
Эксплуатационный нагрев калиброванных труб выше Тр может сопровождаться самопроизвольным изменением их диаметра из-за высокоэластической деформации.
Охлаждение труб проводится орошением их водой или пропусканием через водяную ванну. Основное требование к этой операции - равномерное и быстрое охлаждение расплава. В ваннах обеспечивается интенсивное перемешивание жидкости, для чего устанавливают барботажные трубки, разбрызгивающие форсунки или создают спиральный поток воды вокруг трубы. Интенсивное перемешивание необходимо также для удаления пузырьков воздуха, оседающих на поверхности трубы и нарушающих теплообмен. Иначе поверхность становится дефектной (с оспинами). Температура охлаждающей воды обычно выбирается в зависимости от полимера, а также с учетом требований, предъявляемых к трубам. Трубы хорошего качества получаются, если температура расплава на внутренней поверхности после выхода из ванны понижается до температуры плавления или текучести. Поэтому необходимо обеспечивать определенную скорость отвода трубы тянущим устройством. Длина ванны и кратность обмена воды определяются с учетом толщины стенки изделия.
Тянущее устройство предназначено для отвода изделия от формующей головки и перемещения его через охлаждающую ванну. Наиболее широко применяются устройства гусеничного типа. В зависимости от диаметра трубы, толщины ее стенки, конфигурации поперечного сечения тянущие элементы могут представлять собой бесконечный ремень с эластичными накладками или роликовые цепи с траками, повторяющими контур изделия. Количество таких «гусениц» может составлять 2, 3, 4 или 6, также в зависимости от размеров трубы. Тянущее устройство должно комплектоваться приводом с плавной регулировкой и прибором для оценки линейной скорости отводимого изделия. Последнее особенно важно, поскольку, во-первых, позволяет компенсировать разбухание экструдата, а во-вторых, от отношения скорости отвода изделия к скорости выдавливания экструдата зависит так называемая степень вытяжки трубы иее свойства в продольном и поперечном направлениях.
Если расплав отводится со скоростью большей, чем скорость выхода расплава, происходит уменьшение толщины стенки трубы и повышается осевая ориентация трубы. Прочность в продольном направлении увеличивается, а в поперечном снижается. Соответственно, с усадкой всё происходит наоборот: поперечная растет, в то время как в осевом направлении усадка существенно понижается.
Резка труб осуществляется пилами различной конструкции (циркульной, ленточной). В процессе резки пила перемещается вместе с трубой и после завершения цикла возвращается в исходное положение.
 Рис.
6. Отрезное устройство.
Рис.
6. Отрезное устройство.
Штабелер сбрасывает готовые трубы заданной длины по мере их поступления с отрезного устройства на специальный стеллаж для их дальнейшей сортировки или упаковки оператором. При производстве безнапорных труб из полиэтилена или ПП-труб малого диаметра вместо штабелера может использоваться автоматический намотчик, который, имея регулируемый по диаметру намоточный барабан, электропривод и систему счетчика метража, позволяет получать на выходе готовые бухты.
Производство гофрированных труб.
Гофрированные трубы применяют для прокладки канализационных и дренажных магистралей. За счет гофрированной (профилированной) поверхности труба имеет небольшую толщину стенки, обладая достаточно высокой прочностью к смятию, т.е. имеет поперечную жесткость и вместе с тем продольную гибкость. При прокладке под землей она выдерживает давление грунта, имея при этом незначительную массу (малый вес) одного погонного метра трубы и достаточно легко укладывается в траншеи.
Гофрированные трубы могут быть однослойными или многослойными, когда для уменьшения гидравлического сопротивления гофрированная часть изнутри имеет гладкий слой полимера, рис. 7.При этом у трубы сохраняется гибкость. В некоторых случаях для обеспечения более высокой жесткости и теплопроводности, на наружную поверхность гофров наносят третий слой полимера.
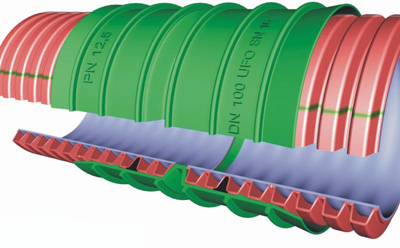 Рис.
7. Гофрированная труба.
Рис.
7. Гофрированная труба.
Установка для производства гофрированных изделий состоит из экструдера с прямоточной трубной головкой с удлиненным дорном и необогреваемым мундштуком (рис. 8).
 Рис.
8. Схема процесса гофрирования труб.
1
- дорн; 2 - мундштук; 3 - полуформа; 4 - трос;
5 - пробка; 6 - изделие.
Рис.
8. Схема процесса гофрирования труб.
1
- дорн; 2 - мундштук; 3 - полуформа; 4 - трос;
5 - пробка; 6 - изделие.
Экструдер должен выполняться на рельсах, для компенсации теплового расширения при изменении температуры цилиндра. В непосредственной близости от головки располагается гофратор, устроенный подобно двухцепному отводящему устройству, на каждом траке которого закреплена полуформа с каналом для охлаждающей воды. На рабочем участке полуформы сомкнуты. Тонкостенная трубная заготовка поступает в зону сомкнутых полуформ гофратора, под давлением сжатого воздуха прижимается к охлажденным поверхностям и затвердевает, сохраняя приданную ей форму. Для поддержания давления внутри раздуваемого рукава в нем размещается плавающая пробка, прикрепленная к дорну тросом. Гофратор, таким образом, выполняет две функции. Первая - подобно калибратору он придает изделию требуемую геометрическую форму, вторая - является отводящим устройством с плавной регулировкой скорости движения полуформ. Далее гофрированная труба поступает либо на перфоратор, пробивающий в ее стенке дренажные отверстия, либо, при его отсутствии, наматывается в бухты на намоточном устройстве.
Особенность технологии производства гофрированных изделий заключается в том, что для обеспечения полноты формования гофров процесс ведется на предельно допустимой для перерабатываемого материала температуре. Кроме того, поскольку формование рукава-заготовки происходит на необогреваемом участке головки, в ней возникает значительное давление, достигающее 30-40 МПа.
Особенности выполнения работ