1.2.6 Конструктивные размеры калибра-пробки
Таблица 1.2.3-Конструктивные размеры пробки
Пробки проходные по ГОСТ 14815 |
Пробки непроходные по ГОСТ 14816 |
||||||||
Обозначение пробок |
dном отв. |
L |
l |
Масса, кг |
Обозначение пробок |
dном отв. |
L1 |
l1 |
Масса, кг |
8136-0018 |
92 |
151 |
36 |
1,76 |
8136-0118 |
92 |
141 |
26 |
1,29 |
Примечания: 1 Пробки промежуточных размеров изготавливать по размерам ближайшей большей пробки. 2 Пример условного обозначения пробки для отверстия 070 H7: а – пробка 8136-0009 H7, ГОСТ 14815-69; б – пробка 8136-0109 H7, ГОСТ 14816-69. |
|||||||||

1.2.7 Проектирование калибра-скобы
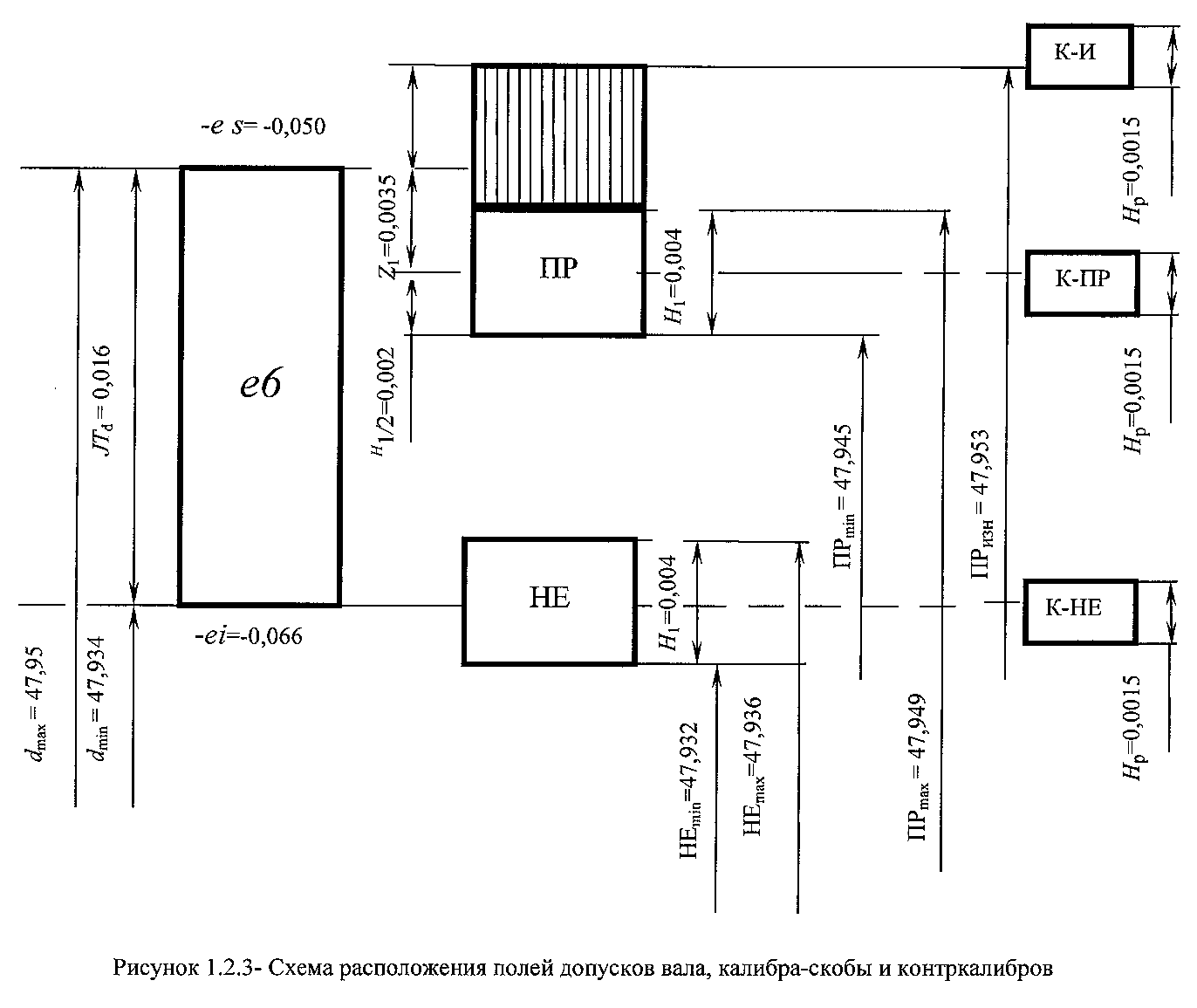
Для калибра-скобы выбираем схему расположения полей допусков для размеров до 180 мм, квалитетов с 6-го по 8-й
Схема представлена на рисунке 1.2.3.
1.2.8 Расчет исполнительных размеров калибра-скобы
Исполнительные и предельные размеры скобы согласно схеме расположения полей допусков (рис.1.2.3), подсчитываются по формулам [4,стр.7]:
ПРmax=(dmax-z1+H1/2)=47,95-0,0035+(0,004/2)=47,9485=47,949 мм (1.51)
ПРmin=(dmax-z1-H1/2)= 47,95-0,0035-(0,004/2)=47,9445=47,945 мм (1.52)
ПРисп=(ПРmin+H1)= 47,9445+0,004 мм (1.53)
НЕmax=dmin+H1/2=47,934+(0,004/2)=47,936 мм (1.54)
НЕmin= dmin-H1/2=47,934-(0,004/2)=47,932 мм (1.55)
НЕисп=( НЕmin)+ H1=47,932+0,004 мм (1.56)
Размер предельного износа скобы определяется по следующей формуле:
ПРизн=dmax +Y1=47,95+0,003=47,953 мм (1.57)
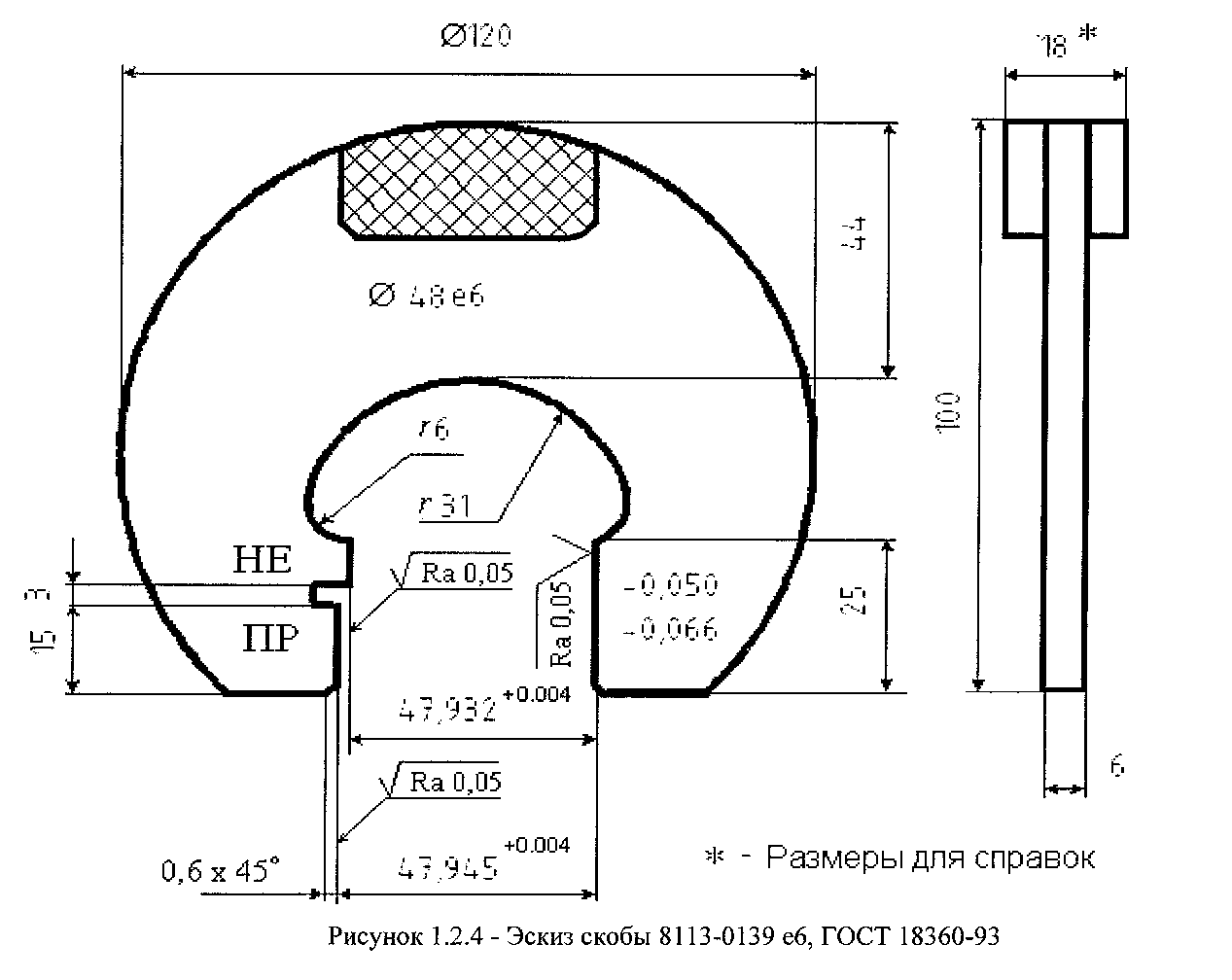
Размер контролируемого вала до 100 мм, поэтому выбираем калибр-скобу односторонную, двухпредельную по ГОСТ 18360-93 .Конструктивные размеры калибра-скобы определяем по пособию и приводим в табл. 1.2.4. Эскиз калибра-скобы дан на рисунке 1.2.4
1.2.9 Конструктивные размеры скобы
Таблица 1.2.4-Конструктивные размеры скобы
Обозначение пробки |
Dном вала |
D1 |
H |
h |
B |
S |
l |
l1 |
l2 |
r |
r1 |
Масса, кг |
8113-0158 |
92 |
180 |
150 |
59 |
18 |
6 |
36 |
21 |
6 |
55 |
8 |
0,70 |
На каждом калибре должна быть маркировка, включающая: — номинальный размер контролируемого отверстия (вала), — условное обозначение поля допуска заданного размера, — числовые величины предельных отклонений контролируемого отверстия (вала) в мм, — обозначение типа калибра ПР или НЕ; — товарный знак предприятия-изготовителя (на калибрах для собственных
не указывается).
Маркировка производится на лыске ручки пробки или переднем торце вставки, у скобы – на лицевой стороне.