61. Типовая структура асу
Весь производственный процесс состоит из отдельных операций. Эти операции можно разделить на две группы:
1) РАБОЧИЕ ОПЕРАЦИИ – те операции, которые производятся с материальными средствами (напечатать, сверстать, переплести, обрезать, изготовить форму, склеить книжный блок);
2) ОПЕРАЦИИ УПРАВЛЕНИЯ – это операции обеспечения своевременного и высокого качества рабочих операций (операция поддержания постоянства оптического оттиска, связаны с поддержанием качества печати, включение и выключение машин и агрегатов, поддержание параметров и их изменение по определенному алгоритму).
Управлением наз. функцию организованных технических систем, обеспечивающую поддержание режима деятельности, реализацию программы и цели деятельности. При отсутствии операций управления появляется неупорядоченность в технических системах и выполнение производственных процессов становится невозможным.
Целью автоматизации является ЗАМЕНТА ТРУДА человека машиной, причем и выполнение операций управления тоже!
СУ, в которой все рабочие операции и операции управления выполняются без участия человека, носят наименование СИСТЕМЫ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ (САУ). В том случае, когда часть операций управления выполняется машиной, а некоторая часть отводится оператору, такая система носит наименование АВТОМАТИЗИРОВАННОЙ СУ (АСУ). АСУ как правило включают в свой состав управляющие ЭВМ. А оператором этих ЭВМ является человек, который осуществляет большинство управленческих операций.
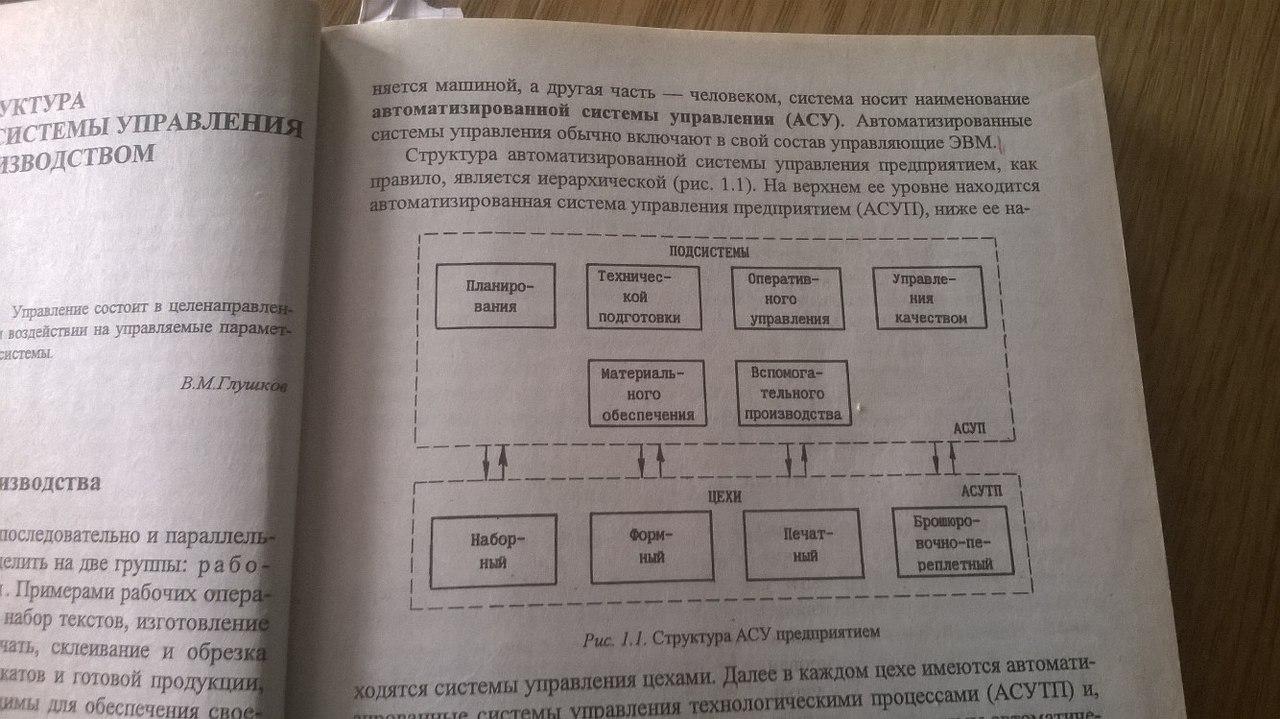
Структура АСУ предприятия является иерархической. На верхнем ее уровне находится АСУ предприятием, ниже ее находятся СУ цехами. В каждом цехе имеются АСУ технологическими процессами. На самом низу находятся локальные системы автоматического управления отдельными параметрами технологических процессов. Одним из наиболее прогрессивных направлений развития полиграфического производства является создание интегрированных автоматизированных производств. При проектировании технологических процессов широкое применение находят системы автоматизированного проектирования (САП). Основными функциями таких систем являются автоматизация выполнения расчетов с целью выбора оптимальных параметров технологических процессов. Выбор оптимальной схемы технологического процесса, оптимальное распределение заказов между полиграфическими машинами, участками и цехами. Примером САПа в полиграфии служат также автоматизированные системы проектирования типографских шрифтов.
62. Управление подачей бумажного полотна
В любой печатной машине обязательны следующие основные у-ва:
- бумагопитающая система, подающая бумагу в печатный аппарат (наклад, самонаклад, рулонная размотка);
- красочный аппарат, наносящий краску на печатную форму;
- печатный аппарат, прижимающий бумагу к печатной форме, в результате чего и получается оттиск и
- бумаговыводное у-во, принимающее оттиск из печатного аппарата и выводящее его на приемку, иногда с предварительной обработкой - лакированием, сушкой, разрезкой, фальцовкой и пр.
Листопитающее у-во — часть листопроводящей системы печатной машины, которая обеспечивает точную и бесперебойную передачу листов в печатный аппарат по одному. Включают в свой состав самонаклады, механизмы равнения листов, листоускоряющие механизмы и контрольно-блокирующие у-ва. Иногда наряду с самонакладами оснащаются рулонными установками с резальными механизмами переменного формата, позволяющими использовать в листовой машине кроме предварительно нарезанных листов и рулонный материал.
Самонаклады применяются для автоматического наклада листов в машинах, скорость работы которых превышает скорость ручного (25-30 мин-1) наклада. Они обеспечивают: 1) подачу стопы листов к листоотделительной системе; 2) отделение от стопы листов по одному; 3) подачу листов к механизмам равнения; 4) предотвращение подачи в машину перекошенных и сдвоенных листов. Эти функции выполняются механизмами: 1) перемещения и перезарядки стапельного стола; 2) отделения листов от стопы; 3) транспортировки листов; 4) блокировки самонаклада при нарушении подачи листов.
Рабочие органы листоотделяющих и транспортных механизмов приводятся в движение от главного вала самонаклада, который связан механической передачей с главным валом машины и синхронно с ним вращается. Для привода стапельных столов и механизмов предварительной зарядки, кроме того, используются индивидуальные электродвигатели, а для функционирования присосов, воздуходувных и электрических устройств — пневмосистемы и электрические силовые установки.
Самонаклады в печатных машинах должны соответствовать следующим требованиям: 1) обеспечивать надежную, точную (без перекосов) и цикличную подачу к выравнивающим упорам листов; 2) при подаче листов не нарушать структуру их поверхности; 3) допускать длительную бесперебойную работу машины с пополнением или перезарядкой стапельного стола на ходу машины; 4) автоматически отключаться при сбоях, нарушениях в подаче листов.
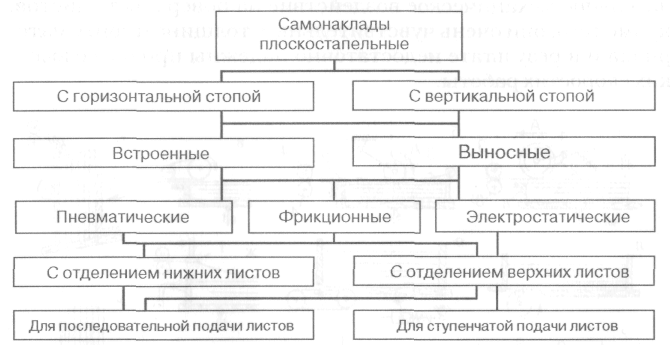
Пo конфигурации стопы самонаклады делятся на плоскостапельные и круглостапельные (только в фальцевальных машинах). Расположение стопы — горизонтальное или вертикальное, способ установки в машине — на общей станине или отдельно (выносные), принцип отделения листов, сторона стопы, с которой отделяется лист, — верхняя или нижняя, порядок. В малоформатных специальных печатномножительных машинах для трафаретной, литоофсетной или электрографской печати и переносных машинах нестационарного типа используются фрикционные самонаклады, в которых верхние листы отделяются от стопы фрикционными роликами или планками.