

3. Пример оформления чертежей элементов литейной формы и отливки
На рис. 13 представлен чертеж детали – задание, по которому выполняется вся технологическая разработка.
Принимается, что изготовление отливки для данной детали осуществляется литьем в песчано-глинистые сырые формы из низковлажных высокопрочных смесей. Тип производства – серийный. После изготовления отливки подвергаются термической обработке.
Учитывая конфигурацию отливки, располагаем ее в форме так, чтобы ось была горизонтальной. При этом обеспечивается минимальная высота формы, что удобно для формовки и у модели отсутствуют отъемные части.
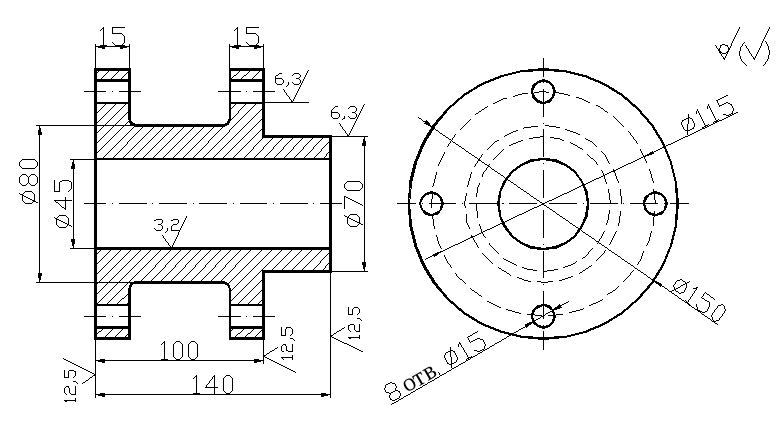
Рис. 13. Фланец; СЧ 20 ГОСТ 1412–85
Плоскость разъема модели и формы располагаются по оси. Центральное отверстие 45 мм выполняется стержнем, 8 отверстий 15 мм в отливке не выполняются. Подвод металла осуществляется по разъему формы через два питателя. Располагаем два выпора в наиболее высоком и удаленном от точек подвода расплава месте.
Расчет размеров отливки
Руководствуемся [3] и рис. 6 настоящих указаний.
При наибольшем габаритном размере 150 мм для термообрабатываемых чугунных отливок класс размерной точности 7–12. Учитывая сложность отливки (средней сложности) и тип производства, примем класс размерной точности – 10.
Степень коробления при отношении наименьшего элемента отливки к наибольшему 12,5/150 = 0,083 6–9. Учитывая сложность и материал отливки, примем степень коробления – 7.
Степень точности поверхности отливки 10–17. Учитывая сложность отливки и тип производства, примем степень точности поверхности – 14. Ряды припусков при степени точности поверхности 14 составят 5–8. Учитывая материал отливки и последующую термическую обработку, примем ряд припуска – 6.
Расчет допусков, припусков и размеров отливки сводим в табл. 6.
Таблица 6
Расчет размеров отливки
|
Размер детали |
Допуски |
Припуск на обработку |
Размер отливки |
||
|
размера |
формы и расположения |
общий допуск |
|||
|
150 |
3,2 |
0,64 |
3,2 |
– |
150±1,6 |
|
115 |
– |
– |
– |
– |
– |
|
80 |
2,8 |
0,5 |
3,2 |
- |
80±1,6 |
|
70 |
2,8 |
0,5 |
3,2 |
3,4 |
76,8±1,6 |
|
45 |
2,4 |
0,5 |
2,4 |
3,3 |
38,4±1,2 |
|
15 |
– |
– |
– |
– |
– |
|
140 |
3,2 |
0,64 |
3,2 |
3,4 |
|
|
100 |
2,8 |
0,5 |
3,2 |
3,4 |
|
|
15 |
1,8 |
0,5 |
2,2 |
(3,4) |
|
Размеры 150 и 15 в отливке отсутствуют.
На размеры 15 непосредственно припуски не назначаем. Они получаются при назначении припусков на размеры 140 и 100.
Формовочные уклоны на все поверхности, перпендикулярные поверхности разъема, определяем по [4, табл. 1].
Длину стержневых знаков принимаем 35 мм [4, табл. 4], уклоны на знаковых поверхностях: для низа – 10°, для верха – 15° [4, табл. 8].
Внутренние радиусы закруглений принимаем 5 мм, наружные – 2 мм.
После определения припусков, технологических припусков, размера и конструкции стержневых знаков заново выполняют чертеж детали и наносят на него все принятые технологические указания (рис. 14).

Рис. 13. Фланец. Технологические указания и элементы
литейной формы
На основе рассчитанных размеров отливки выполняется чертеж отливки (рис. 15).
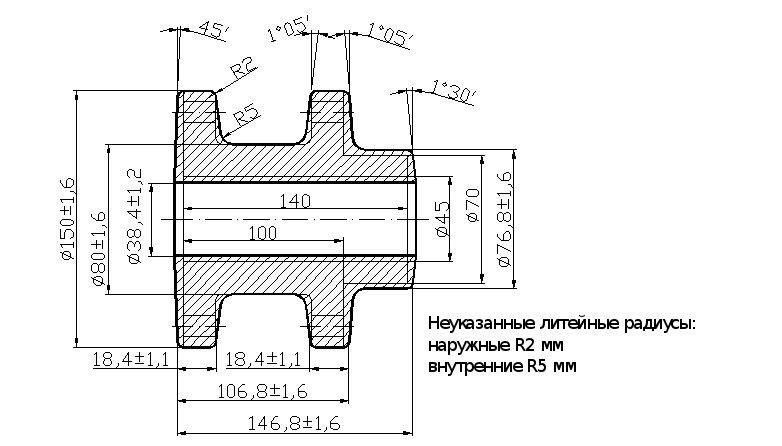
Рис. 15. Фланец. Отливка СЧ 20 ГОСТ 1412–85