

10. Стержневые машины
Процесс изготовления стержней мало отличается от процесса изготовления форм, поэтому для изготовления стержней применяют те же машины, что и для изготовления форм. В качестве стержневых используют пескодувные (пескострельные), встряхивающие, вибропрессовые машины и пескометы. Поскольку основная номенклатура стержней имеет массу до 100 кг, наиболее широко применяют пескострельные машины как наиболее производительные и наиболее автоматизированные.
При производстве некоторых массовых отливок требуется большое количество одинаковых стержней постоянного сечения простой конфигурации (цилиндрические, призматические и т. д.). В этом случае целесообразно использовать мундштучные машины (рис. 37).
|
Рис. 37. Мундштучная стержневая машина |
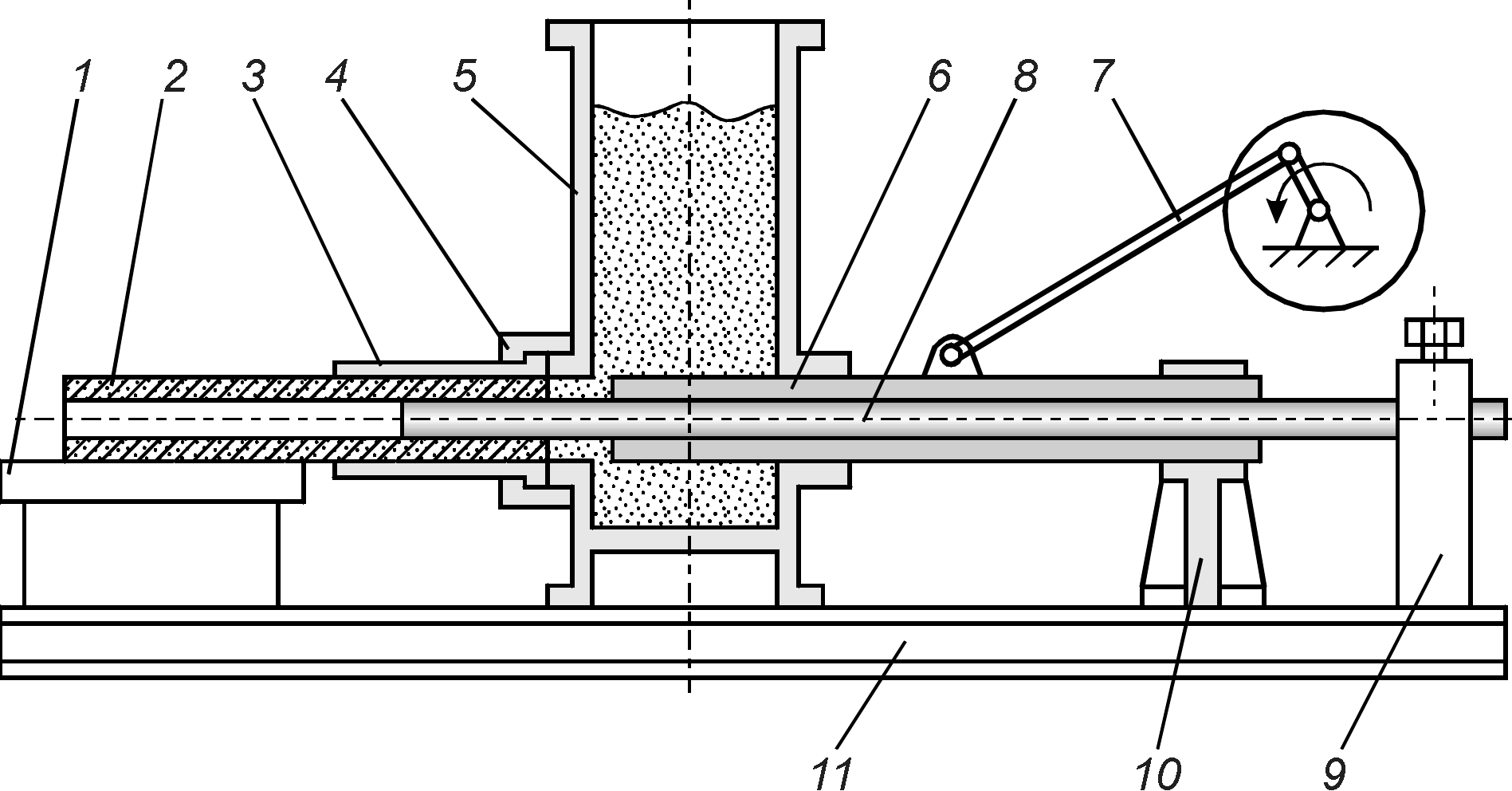
Мундштучная стержневая машина имеет предельно простую конструкцию. Она состоит из корпуса 5, верхняя часть которого является приемным бункером для смеси, мундштука 3, соединенного с корпусом накидной гайкой 4 и прессующего механизма. Прессующий механизм включает в себя подвижный полый плунжер 6, неподвижный стержень 8 и приводной кривошипно-ползунный механизм 7. Для приема стержня служит приемный стол 1. Для объединения всех элементов машины используются два опорных кронштейна 9 и 10 и основание 11.
При работе машины плунжер 6 запрессовывает стержневую смесь в мундштук 3. Благодаря трению смеси о стенки мундштука и стержень 8 происходит уплотнение смеси и на приемный стол выдавливается готовый стержень 2 некоторой длины. После сушки стержень разрезают на куски необходимой длины. Таким методом получают стержни поперечником от 18 до 100 мм.
11. Способы приведения формовочных машин в действие
По роду привода силовые формовочные машины (т. е. имеющие не ручной, а механизированный привод) делятся на следующие типы: 1) пневматические, 2) гидравлические, 3) электрические, 4) электромагнитные.
Гидравлический привод был первым силовым приводом формовочных машин. Он осуществлялся от водонапорной сети с давлением 5 МПа. По сравнению с пневматическим приводом, распространившимся позднее, в 30-х годах XX в (избыточное давление воздуха в сети 0,50,7 МПа), гидравлический привод имел следующие преимущества: компактность рабочих цилиндров машин и плавность хода.
С развитием механизации литейного производства пневматический привод быстро вытеснил гидравлический привод формовочных машин. Это произошло главным образом потому, что сжатый воздух потребовался для ряда других механизмов и машин, появившихся в литейном производстве, и в цехе проще было иметь одну универсальную силовую пневматическую сеть. Пневматический привод машин наиболее распространен и в современном литейном производстве.
Однако в настоящее время, в связи с широким применением прессования литейных форм под высоким давлением и автоматизацией формовки, гидравлический привод вновь находит применение, но уже в новой модификации, а именно, в виде индивидуального масляного гидропривода. Индивидуальный гидравлический привод обладает преимуществами гидравлики высокого давления: компактен и обеспечивает плавность хода, и в то же время в нем нет недостатков старого гидропривода от одного источника питания (сложность разветвленной сети, течь воды, опасность замерзания в зимнее время).
Пневматический привод остается единственным приводом только для встряхивающих и пескодувных формовочных и стержневых машин.
Электрический привод от электродвигателя не применяется на прессовых и встряхивающих машинах. Для рабочих органов этих машин необходимо сравнительно медленное прямолинейное движение. Электродвигатель же сообщает быстрое вращение, требующее дополнительного устройства редукторов для его преобразования, что усложняет конструкцию машины.
Однако привод от электродвигателя является наилучшим для пескомета. Здесь для приведения в действие ротора метательной головки требуется быстрое вращательное движение, и вал ротора пескомета соединяется непосредственно с валом электродвигателя без всяких передач.
Электромагнитный привод иногда применяют для прессовых механизмов формовочных машин. В этом случае стол машины соединяется с сердечником, который перемещается по вертикали, втягиваясь внутрь катушки при пропускании по ней электрического тока. Электромагнитный привод не нашел в практике широкого применения.