

Прокатные валки и станы
Прокатные валки основной рабочий инструмент для прокатки. Они могут быть гладкими (рис.4, а), калиброванными (ручьевыми) (рис.4, б) и специальными.
Г ладкие
валки применяют при прокатке листов,
полос и т.п. На калиброванных валках
прокатывают все виды сортового проката.
На рабочей поверхности калиброванных
валков имеются канавки
ручьи. Совокупность ручьев пары валков
называется калибром.
На каждой паре валков размещается
несколько калибров. Калибры могут быть
открытыми (рис.5, а)
и закрытыми (рис.5, б).
ладкие
валки применяют при прокатке листов,
полос и т.п. На калиброванных валках
прокатывают все виды сортового проката.
На рабочей поверхности калиброванных
валков имеются канавки
ручьи. Совокупность ручьев пары валков
называется калибром.
На каждой паре валков размещается
несколько калибров. Калибры могут быть
открытыми (рис.5, а)
и закрытыми (рис.5, б).
У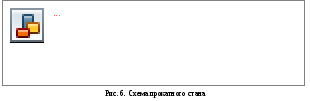 стройство
прокатного стана.
Прокатный стан состоит из одной или
нескольких рабочих клетей и привода
(электродвигатель и передаточный
механизм). Рабочая клеть состоит из
станины 2
(рис.6) с установленными в ней в подшипниках
валками 1.
Для изменения зазора между ними верхний
валок перемещается в пазах станины с
помощью нажимного устройства 5.
Движение от электродвигателя 9
к валкам передается через редуктор 8,
шестерную клеть 6
и трефовые шпиндели 3,
которые соединены с валками трефовыми
муфтами 4.
стройство
прокатного стана.
Прокатный стан состоит из одной или
нескольких рабочих клетей и привода
(электродвигатель и передаточный
механизм). Рабочая клеть состоит из
станины 2
(рис.6) с установленными в ней в подшипниках
валками 1.
Для изменения зазора между ними верхний
валок перемещается в пазах станины с
помощью нажимного устройства 5.
Движение от электродвигателя 9
к валкам передается через редуктор 8,
шестерную клеть 6
и трефовые шпиндели 3,
которые соединены с валками трефовыми
муфтами 4.
П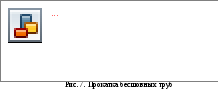 рокатка
бесшовных труб.
Заготовками для бесшовных труб являются
слитки круглого сечения диаметром
120…320 мм. Производство бесшовных труб
состоит из трех операций: прошивка
отверстия
в заготовке и получение толстостенной
гильзы; прокатка
трубы из гильзы;
обкатка
для улучшения наружной и внутренней
поверхностей, исключения овальности и
разной толщины стенок трубы. Толстостенную
гильзу из
заготовки получают на прошивочных
станах поперечно-винтовой прокатки с
бочкообразными (рис.7, а)
валками, оси которых расположены под
углом 4…14
одна к другой. Рабочие валки 1
вращаются в одном направлении, при этом
заготовка 3
получает
винтообразное движение. Образование
отверстия достигается с помощью оправки
4.
После прошивки и нагрева гильза поступает
на автоматические раскатные станы. На
автоматическом
стане гильза
5
(рис.7, б)
раскатывается между двумя валками 1
на оправке 4.
Зазор между оправкой и калибром валка
определяет толщину стенки трубы.
Прокатывают трубу за два прохода с
поворотом на 90,
возвращая ее после каждого прохода
роликами 6 обратной подачи.
рокатка
бесшовных труб.
Заготовками для бесшовных труб являются
слитки круглого сечения диаметром
120…320 мм. Производство бесшовных труб
состоит из трех операций: прошивка
отверстия
в заготовке и получение толстостенной
гильзы; прокатка
трубы из гильзы;
обкатка
для улучшения наружной и внутренней
поверхностей, исключения овальности и
разной толщины стенок трубы. Толстостенную
гильзу из
заготовки получают на прошивочных
станах поперечно-винтовой прокатки с
бочкообразными (рис.7, а)
валками, оси которых расположены под
углом 4…14
одна к другой. Рабочие валки 1
вращаются в одном направлении, при этом
заготовка 3
получает
винтообразное движение. Образование
отверстия достигается с помощью оправки
4.
После прошивки и нагрева гильза поступает
на автоматические раскатные станы. На
автоматическом
стане гильза
5
(рис.7, б)
раскатывается между двумя валками 1
на оправке 4.
Зазор между оправкой и калибром валка
определяет толщину стенки трубы.
Прокатывают трубу за два прохода с
поворотом на 90,
возвращая ее после каждого прохода
роликами 6 обратной подачи.
Прессование
Прессование заключается в выдавливании металла из замкнутого объема через отверстие в матрице. Профиль прессованного изделия соответствует сечению этого отверстия. Прессование высокопроизводительный и экономичный способ. Прессованные изделия более точны, чем катаные.
Прессованием получают прутки, проволоку, трубы с наружным диаметром 20…400 мм и толщиной стенки 1,5…12 мм и другие изделия.
П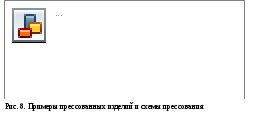 рессование
металла происходит в условиях всестороннего
неравномерного сжатия. При такой схеме
деформирования металл наиболее пластичен.
Поэтому можно обрабатывать как пластичные,
так и малопластичные сплавы: медные,
алюминиевые, магниевые, титановые,
углеродистые и легированные стали и
др.
рессование
металла происходит в условиях всестороннего
неравномерного сжатия. При такой схеме
деформирования металл наиболее пластичен.
Поэтому можно обрабатывать как пластичные,
так и малопластичные сплавы: медные,
алюминиевые, магниевые, титановые,
углеродистые и легированные стали и
др.
Инструмент для прессования изготовляют из высококачественных инструментальных сталей. Износ инструмента уменьшают применением смазочных материалов.
Различают прямое и обратное прессование.
При прямом прессовании (рис.8, б) направление выхода металла через отверстие матрицы 5 совпадает с направлением движения пуансона 1. Часть заготовки, которая остается в контейнере 4, называют пресс-остатком. Составляет обычно 8…12 % от массы слитка. При прессовании труб заготовка сначала прошивается иглой 6 (рис.8, в), проходящей через полый пуансон 1. При дальнейшем перемещении пуансона металл выдавливается в виде трубы 3 через кольцевой зазор между стенками отверстия в матрице 5 и иглой.
При обратном прессовании (рис.8, г) матрица 5 устанавливается в конце полого пуансона 1 и металл вытекает в направлении, обратном перемещению пуансона. Этот метод характеризуется меньшими отходами (пресс-остаток 6…10 %) и меньшим усилием прессования, но более сложное оборудование.
Оборудованием для прессования служат горизонтальные и вертикальные гидравлические прессы давлением жидкости до 40 МПа.