

5. Автоматическая линия и технологические системы машин (тсм). Классификация, структура и компоновка ал с жесткой и гибкой связью.
Автоматическая линия – система рабочих машин, станков, автоматов, расположенных в технологической последовательности, объединенные общей системой транспортирования и управления.
Технологические системы машин – сложные по структуре и выполняемым функциям автоматической линии.
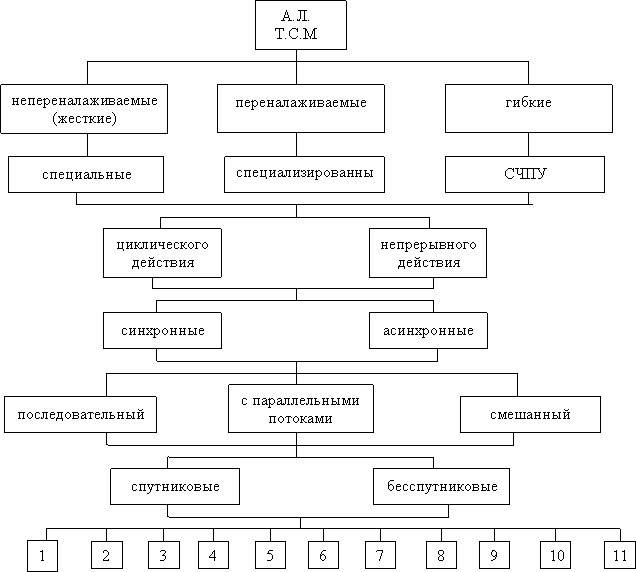
АЛ и ТСМ разделяются по различным признакам. Наиболее важным является гибкость.
По гибкости различают:
- непереналаживаемые,
- переналаживаемые,
- гибкие.
Непереналаживаемые (жесткие) АЛ создаются для изделий массового выпуска, конструкция которых в течение длительного времени не изменяется.
При замене изделия эти АЛ демонтируются. Достоинства этих линий: большая скорость изготовления изделий.
Переналаживаемые АЛ состоят из станков с ограниченной гибкостью. Их переналадка осуществляется вручную.
ТП на таких линиях проектируется на основе высокой концентрации операции. В связи с чем, оборудование должно быть многопозиционным и многошпиндельным.
Гибкие АЛ – это совокупность оборудования с ЧПУ, предназначенное для различных операций, обладающие широкой универсальностью и высокой производительностью.
По принципу действия различают:
- циклического (дискретного),
- непрерывного действия.
В линиях циклического действия после выполнения технологического перехода на одной машине, изделие перемещается к другой, т.е. процесс имеет циклический характер.
В линиях непрерывного действия процесс изготовления связан с процессом транспортировки. Пример: роторная линия и роторно-конвейерная линия.
По типу связи между позициями ( с транспортными устройствами) выделяют:
- синхронные,
- асинхронные.
В синхронных линиях изделия перемещаются с одной операции на другую. Связь с транспортом жесткая. Остановка любой из операций останавливает всю линию.
В асинхронных линиях нет такой жесткой связи. В них устанавливаются накопители между каждой единицей оборудования, имеющие определенный запас заготовок, что увеличивает надежность автоматической линии
По способу разделения потоков:
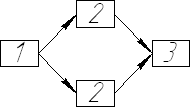
- последовательные
![]()
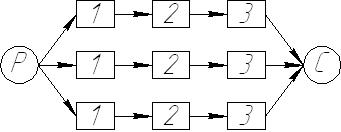
- с параллельными потоками
- смешанные
По наличию спутников:
- спутниковые,
- бесспутниковые.
По технологическому назначению АЛ можно разделить:
-
литейные
-
сварочные
-
термообработки
-
гальванических покрытий
-
сборки
-
ковки и штамповки
-
обработки резанием
-
консервации и упаковки
-
контрольные
-
комплексные
-
испытательные
6. Роторные автоматические линии.
Это комплекс рабочих машин, транспортных устройств, объединенных единой системой управления, в которых заготовка одновременно с инструментом во время обработки перемещается по окружностям.
Первые линии были изготовлены в конструкторском бюро академика Л.Н. Кошкина в 1938 г. Роторные линии впервые разработаны в Советском Союзе под руководством Л. Н. Кошкина. Первоначально они создавались для операций, при выполнении которых достаточно лишь поступательного перемещения инструмента или заготовки относительно друг друга. К таким операциям относятся прессование, штамповка, вытяжка, некоторые операции контроля и сборки и т. п. На этих линиях легко осуществляются также операции термохимической обработки. Дальнейшие работы по совершенствованию линий позволили расширить круг выполняемых операций. В настоящее время на них производятся также операции механической обработки, при которых, как правило, наряду с поступательным движением необходимо и вращательное движение инструмента или заготовки.
Основной особенностью роторных линий является совмещение процесса обработки заготовки с ее транспортировкой, благодаря чему достигается непрерывность процесса обработки. Это обеспечивается благодаря применению специальных роторных машин. В линию включаются операционные роторные машины — рабочие роторы и транспортирующие роторные машины — транспортные роторы.
Рабочий ротор (рис. 10, а) представляет собой многопозиционную машину, состоящую из ротора в виде двух барабанов 14 и 15, насаженных на валу 6. По окружности ротора располагаются рабочие позиции, оснащенные инструментами, а также приспособлениями, если они необходимы для закрепления заготовок. На каждой позиции инструмент и приспособление собираются в быстросменный инструментальный блок 8, устанавливаемый в гнезде блокодержателя. Иногда приспособления монтируются и вне инструментального блока 8.
Рабочий ротор и связанные с ним жесткой кинематической связью транспортные роторы 13 и 12 получают вращательное движение от электродвигателя через червячный редуктор и зубчатые колеса 1, 2 и 3. Роторы непрерывно вращаются, при этом на рабочем роторе одновременно осуществляются обработка и транспортирование заготовки, а транспортные роторы 12 и 13 в нужный момент с помощью захватных органов 7 и 9 снимают обработанную заготовку с одного рабочего ротора и передают ее на следующий.
а ) б)
) б)

Рис. 10. Схема работы роторной машины системы Кошкина.
В рассматриваемом случае (см. рис. 10, а) заготовка подается в рабочий ротор в зоне I с помощью транспортного ротора 13. В зоне II она обрабатывается, а в зоне III, будучи обработанной, заготовка снимается с рабочего ротора транспортным ротором 12. В зоне IV производится смена инструментальных блоков 8.
На каждом рабочем роторе выполняется одна технологическая операция. В зависимости от ее характера инструменту (приспособлению с заготовкой) сообщают то или иное необходимое движение: поступательное вдоль образующей ротора, вращательное относительно оси инструмента (заготовки) или одновременно вращательное и поступательное. Вращательное движение инструменты и приспособления получают от отдельного электродвигателя, а поступательное осуществляется под воздействием неподвижных копиров 5 и 11. При вращении ротора ролики, установленные на ползунах 4 и 10, обкатываются по профилю неподвижных копиров 5 и 11, при этом ползуны вместе с инструментом и заготовкой совершают поступательное движение по закону, зафиксированному на профиле копира. Вращательное движение инструменту (заготовке) может сообщаться от центрального привода через соответствующий промежуточный привод или от отдельного электродвигателя.