

64. Активный и пассивный контроль.
Современное автоматизированное производство немыслимо без проявления автоматического контроля, т.к. с помощью его не только предупреждается появление барка, но и стабилизируется точность и повышается производительность обработки.
Автоматический контроль в первую очередь осуществляется при обработке деталей на финишных операциях. Но его следует применять и на предшествующих чистовых операциях, т.к. это способствует стабилизации припуска при окончательной обработке.
В зависимости от степени автоматизации методы контроля подразделяются на пассивные и активные.
Пассивные- применяются после обработки деталей. По результатам контроля производится рассортировка деталей на годные или брак, или сортировка деталей по размерным группам. Такой контроль не влияет на работу станка, не предупреждает появление брака.
В качестве измерительных средств применяются различные многомерные устройства с индикаторами, а также контрольно- сортировочные аппараты.
Активные- осуществляются до обработки, в процессе обработки и в конце обработки. Такой контроль предупреждает появление брака, благодаря наличию в системе контроля элементов, выполняют функцию управления исполнительными органами станка.
![]()
Виды автоматического активного контроля
Дооперационный активный автоматический контроль
-контроль размеров, веса
-контроль параметров заготовки
-контроль полуфабрикатов
Автоматический активный контроль в процессе обработки
Послеоперационный активный автоматический контроль
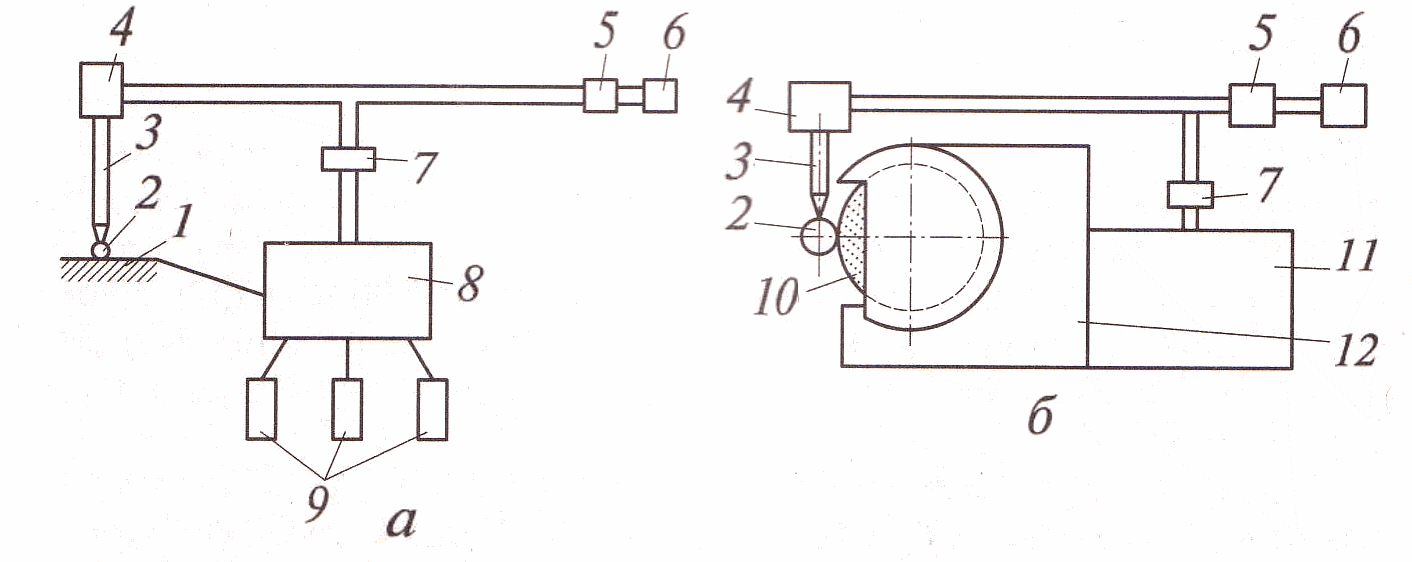
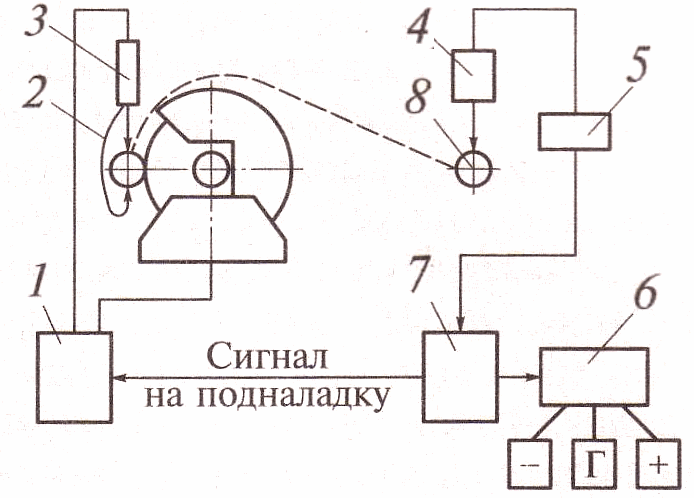
65. Автоматический контроль деталей в процессе обработки. Прямой и косвенный методы измерения, их достоинства и недостатки.
Этот вид контроля является наиболее совершенным, т.к. при этом осуществляется сравнение размеров, получаемых во время обработки, с заданными, и в зависимости от результатов этого сравнения производится либо останов станка, либо размерная поднастройка станка (вызванная износом инструмента), либо изменение режимов резания в случае перехода от черновой обработки к чистовой.
Преимущества: измерение деталей производится от тех же баз, что и её обработка.
Недостатки: низкая точность измерения, которая вызывается вибрацией системы СПИД, большими скоростями вращения обрабатываемой детали, наличием загрязнений, износом измерительных наконечников, температурными погрешностями.
Устранение: применение виброконтактных датчиков, устройств для температурного равновесия, а также контроль за измерительными устройствами может значительно уменьшить погрешности.
Характерной особенностью устройств этого контроля является то, что у них имеется обратная связь, которая предохраняет от появления брака.
Этот вид контроля осуществляется прямым и косвенным методом.
Прямой метод
Прямое измерение – измерение, при котором искомое значение величины находят непосредственно из опытных данных. Например, измерение температуры воздуха термометром, силы тока – амперметром, диаметра вала – микрометром и т.п.
Косвенное измерение – это измерение, при котором искомое значение величины находят на основании известной зависимости между этой величиной и величинами, подвергаемыми прямым измерениям. При этом
числовое значение искомой величины определяется по формуле:
z=f(a1, a2,…, am),
где: z - значение искомой величины; a1, a2,…, am – значение
непосредственно измеряемых величин.
Косвенные измерения сложнее прямых, однако, они широко применяются на практике в случаях, когда прямые измерения практически невыполнимы, или когда косвенное измерение позволяет получить более точный результат по сравнению с прямым измерением.