

Промышленный робот типа «Универсал-5»
Установочные перемещения руки осуществляются с помощью электромеханических следящих приводов, а ориентирующие движения кисти руки и зажим - разжим схвата — пневмоцилиндрами.
ПР комплектуется певмоблоком, блоком тиристорных электроприводов и устройством программного управления.
Пневмоблок регулирует подачу сжатого воздуха из заводской сети и блокирования работы манипулятора при падении давления ниже допустимого.
Блок тиристорных электроприводов, формирует управляющие напряжения в якорной цепи электродвигателей постоянного тока.
Устройство программного управления позиционного типа имеет возможность записи программы в режиме обучения (по первому циклу) и формирует управляющие сигналы, а также технологические команды управления циклом работы манипулятора и обслуживаемого оборудования.
Максимальный диаметр объекта манипулирования 170мм.
Основные технические характеристики промышленного робота «Универсал 5»
|
Грузоподъемность |
5 кг |
|
Число степеней подвижности |
6 |
|
Наибольшая величина перемещения: |
|
|
– вокруг вертикальной оси I-I |
340 |
|
– вдоль оси I-I |
400 мм |
|
– вдоль горизонтальной оси III-III |
630 мм |
|
– вокруг вертикальной оси II-II |
240 |
|
– вокруг оси III-III |
180 |
|
– вокруг оси IV-IV |
180 |
|
Наибольшая скорость: |
|
|
– вокруг оси I-I поворота. |
84/с |
|
– вертикального хода руки вдоль оси I-I |
0,27 м/с |
|
– выдвижение руки вдоль оси III-III |
1.08 м/с |
|
– поворота руки вокруг оси II-II |
132/c |
|
Точность позиционирования |
1 мм |
|
Масса |
|
-
Структурная схема микропроцессорной системы управления ртк
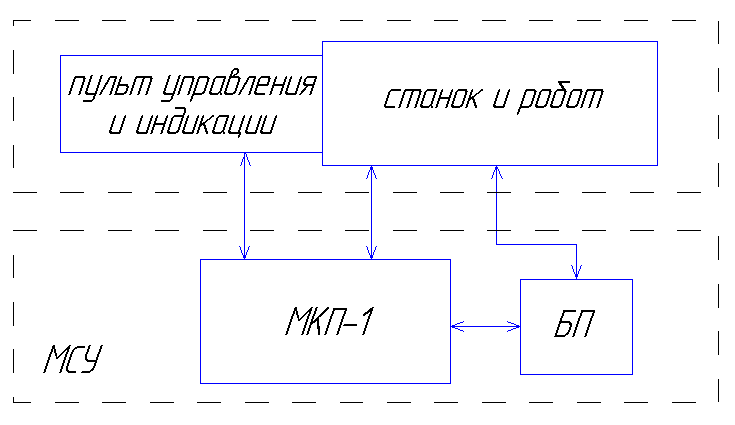
МКП - микроконтроллер
БП - блок питания
МСУ - микропроцессорная система управления
-
Определение исполнительных механизмов
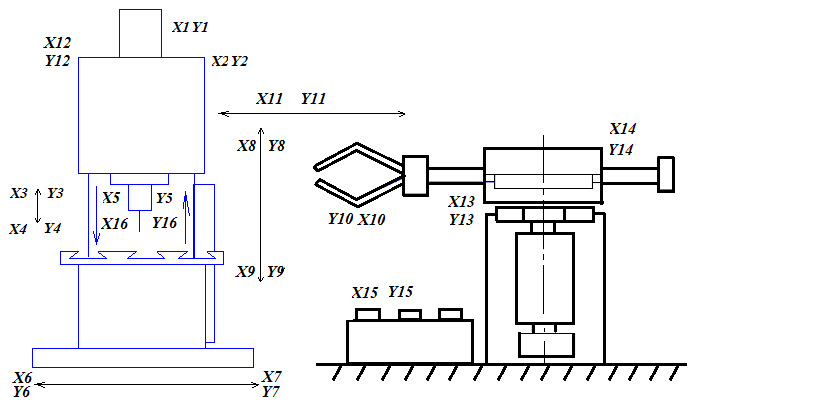
Рис. 4
Технологическая схема ртк на базе вертикально-сверлильного станка и промышленного робота «Универсал-5»
X- датчики и органы управления;
Y- исполнительные механизмы и органы индикации.
Для подключения промышленного робота-манипулятора и станочного оборудования к микроконтроллеру используются порты, в частности: E-порты датчиков и Z-порты нагрузок.
Таблица 1.
«Датчики, органы управления, адреса датчиков»
E-порты датчиков:
|
Номер |
Назначение |
Порт |
|
X1 |
Датчик привода главного движения M1 |
Е00 |
|
X2 |
Датчик привода подач M2 |
Е01 |
|
X3 |
Датчик крайнего верхнего положения режущего инструмента |
Е02 |
|
X4 |
Датчик крайнего нижнего положения режущего инструмента |
Е03 |
|
X5 |
Датчик начала/окончания операции обработки заготовки |
Е04 |
|
X6 |
Датчик крайнего левого положения стола |
Е05 |
|
X7 |
Датчик крайнего правого положения стола |
E06 |
|
X8 |
Датчик крайнего верхнего положения руки манипулятора |
E07 |
|
X9 |
Датчик крайнего нижнего положения руки манипулятора |
E08 |
|
X10 |
Датчик схвата заготовки манипулятором |
E09 |
|
X11 |
Датчик подвода/отвода манипулятора |
E0A |
|
X12 |
Датчик перехода в начальное состояние станка |
E0B |
|
X13 |
Датчик перехода в начальное состояние манипулятора |
Е0C |
|
X14 |
Датчик включения/выключение манипулятора |
Е0D |
|
X15 |
Датчик фиксации детали в кассете на конвеере |
Е0E |
|
X16 |
Датчик смены режущего инструмента |
E0F |
|
X17 |
Цикловой пуск системы |
E10 |
Таблица 2.