

2. Анализ исходных данных
С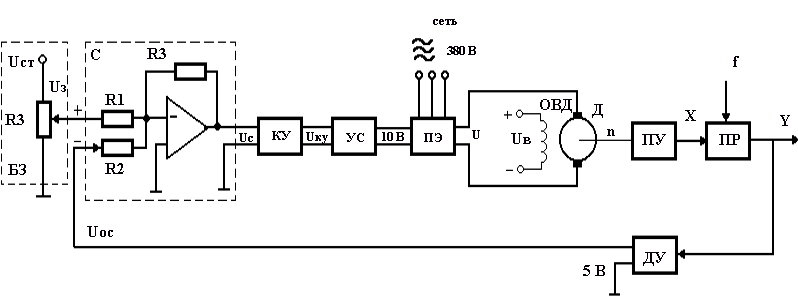 хема
взаимодействия электропривода и процесса
резания приведена на рис. 1:
хема
взаимодействия электропривода и процесса
резания приведена на рис. 1:
Рис.1
САР
регулирует выходную координату процесса
резания с заданной точностью. Процесс
резания на схеме обозначен функциональным
блоком ПР, управляющая координата ПР
обозначена –
![]() ,
возмущающее воздействие –
,
возмущающее воздействие –![]() .
ПУ – передаточное устройство, это
механическая система, преобразующая
механическую энергию вала двигателя в
механическую энергию управляющего
воздействия процесса резания. ПУ является
линейным звеном. С точки зрения динамики
является апериодическим звеном первого
порядка с постоянной времени
.
ПУ – передаточное устройство, это
механическая система, преобразующая
механическую энергию вала двигателя в
механическую энергию управляющего
воздействия процесса резания. ПУ является
линейным звеном. С точки зрения динамики
является апериодическим звеном первого
порядка с постоянной времени![]() .
Двигатель Д преобразует электрическую
энергию в механическую энергию вращения
вала. Двигатель является машиной
постоянного тока с независимым
возбуждением. Возбуждение машины
осуществляется обмоткой ОВД. Поток
возбуждения в процессе регулирования
не изменяется и остается равным его
номинальному значению. Регулирование
скорости двигателя осуществляется
изменением напряжения якоряU.
.
Двигатель Д преобразует электрическую
энергию в механическую энергию вращения
вала. Двигатель является машиной
постоянного тока с независимым
возбуждением. Возбуждение машины
осуществляется обмоткой ОВД. Поток
возбуждения в процессе регулирования
не изменяется и остается равным его
номинальному значению. Регулирование
скорости двигателя осуществляется
изменением напряжения якоряU.
ПЭ
– преобразователь электрической
энергии, преобразует электрическую
энергию промышленной сети трехфазного
переменного тока в электрическую энергию
постоянного тока и регулирует величину
выходного напряжения U,
питающего цепь якоря двигателя Д.
Преобразователь электрической энергии
является линейным звеном. Выходное
напряжение U
равно номинальному значению при
напряжении управления 10 В. С точки зрения
динамики процесса ПЭ представляет собой
апериодическое звено второго порядка
с постоянными времени
![]() и
и
![]() .
.
УС – усилитель, является безынерционным звеном, усиливает напряжение, поступающее от корректирующего устройства
КУ – корректирующее устройство, корректирует динамические свойства САР. Статический коэффициент передачи КУ равен 1.
БЗ
– блок задания. Блоком задания задается
напряжение
![]() ,
его величина определяет величину задания
выходной координаты САР.
,
его величина определяет величину задания
выходной координаты САР.
 БЗ
содержит в себе источник стабилизированного
напряжения
БЗ
содержит в себе источник стабилизированного
напряжения
![]() и резисторR3.
и резисторR3.
![]() В.
В.
ДУ
– измерительная система выходной
координаты процесса резания. С точки
зрения динамики представляет собой
апериодическое звено первого порядка
с постоянной времени
![]() .
При номинальном значении выходной
координаты выдаёт напряжение
.
При номинальном значении выходной
координаты выдаёт напряжение![]() В.
В.
С
– сумматор на базе операционного
усилителя и на резисторах R1,
R2,
R3.
Является безынерционным звеном с
коэффициентом передачи равным единице.
Суммирование осуществляется по алгоритму
![]() .
.
Функциональная схема будет выглядеть так:

Рис.2
3. Анализ процесса резания как оу
Анализ процесса резанья можно провести следующим образом в несколько этапов:
Определение состава выходных координат ОУ. При фрезеровании, в качестве выходных координат мы получаем: вращающий момент, силу резания Px, мощность толщину стружки;
Выбор выходной координаты ПР. По заданию нам необходимо регулировать погрешность обработки с заданной точностью. За выходную координату примем погрешность обработки Δ. Погрешность обработки прямопропорциональна силе резания Px.
Математическое описание ОУ. Зависимость выходной координаты Δ от различных влияющих на нее факторов описывается с помощью формул (1), (2).
Определение ограничений, в условии которых должен производится ПР. Основным ограничением будет то, что напряжение может регулироваться только вниз, т. е. мы можем только уменьшать входную координату S;
Определение состава управляющих координат. На выходную координату оказывают влияние: число зубьев фрезы z, диаметр фрезы D, подача на зуб Sz, ширина фрезерования B, частота вращения шпинделя nш.
Выбор управляющей координаты. Изменение частоты вращения шпинделя не будет оказывать существенного влияния на силу резания (показатель степени при nш мал, его значение всего 0,2). Ее мы можем отнести к входным параметрам. По условию задания, диаметр и число зубьев фрезы, ширина фрезерования являются постоянными величинами, поэтому мы тоже можем отнести их к входным параметрам. В качестве управляющей координаты выберем Sz.
Определение состава возмущений. По условию задания на ПР, в качестве возмущений, действует изменение величины снимаемого припуска в пределах tп макс- tп мин. Учитывая все это процесс резания можно представить в качестве объекта управления следующим образом:
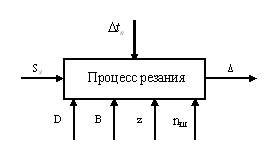
Рис.3
Формулу (2) можно представить в следующем виде:
![]() ,
,
где

![]() (3)
(3)
Определение
диапазона изменения возмущений.
Возмущение
![]() изменяется в пределах отtп=0,7
до tп=1
мм
изменяется в пределах отtп=0,7
до tп=1
мм
Определение
отклонения выходной координаты при
совместном действии возмущений.
![]() :
:
![]() мкм
мкм
![]() мкм
мкм
![]() мкм
мкм
Определение
заданной точности регулирования выходной
координаты.
Заданная точность
![]() ,
,![]()