

7 Анализ качества сар Разомкнутая сар
Переходной процесс выходной координаты при изменении управляющего воздействия от 0,0037 до 0,0038 В:
Переходной процесс выходной координаты при изменении возмущения от 0,7 до tп=1 при управляющем воздействии 0,0037 В:
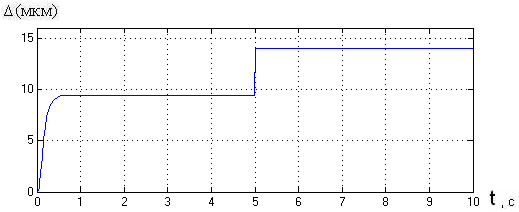
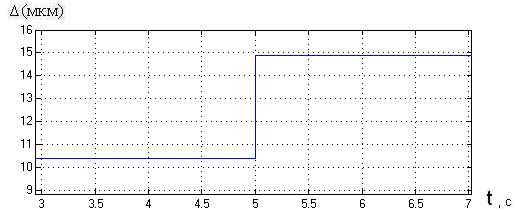
Переходный процесс устойчивый, система со временем стабилизируется, но установившееся значение выходной координаты далеко от необходимого значения.Система не удовлетворяет всем требуемым параметрам.
Для замкнутой разработанной сар
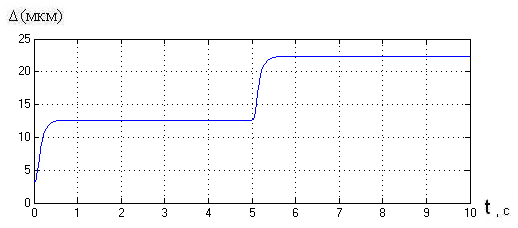
Переходной процесс выходной координаты при изменении управляющего воздействия от 4.5 до 5 В:

Переходной процесс выходной координаты при изменении возмущения от 0,7 до tп=1 при управляющем воздействии 5 В:

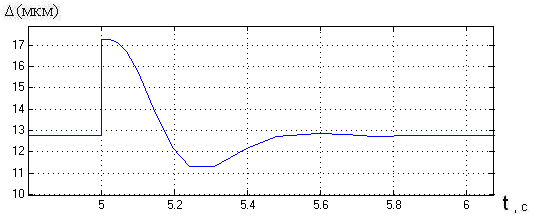
Разработанная система автоматического регулирования погрешности обработки при фрезеровании заготовки поддерживает погрешность на заданном уровне вне зависимости от действия возмущений. Система удовлетворяет всем требуемым параметрам.
 Время
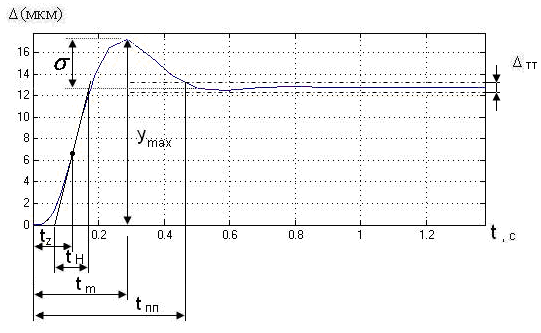
достижения первого максимумаtm=
0,29 c
Время
достижения первого максимумаtm=
0,29 c
Установившееся значение выходной координаты после окончания переходного процесса Ууст = 12,775 мкм
Максимальное значение выходной координаты Уmax= 17,23 мкм
Перерегулирование
![]()
Время запаздывания tz= 0.13 c
Время нарастания выходной координаты tH= 0,1 c
Время переходного процесса tпп= 0,45 с
Число колебаний в переходном процессе ν=2
∆З= 0,0045 мкм
Колебательный переходный процесс. Этот процесс обеспечивает максимальную скорость и минимальное время при заданном значении колебательности.
Заключение

В данной работе была спроектирована система автоматического регулирования погрешности обработки при фрезеровании. Система удовлетворяет всем требуемым параметрам. Выбранный и использованный в проектировании метод с использованием ЛЧХ очень удобен благодаря своей простоте, наглядности и точности, что позволило сравнительно легко провести анализ и синтез САР.
Список использованной литературы
Бесекерский В.А., Попов Е.П. «Теория систем автоматического управления» - СПб: Профессия, 2003.
Топчеев Ю.И. «Атлас для проектирования систем автоматического регулирования» - М.: Машиностроение, 1989.
Справочник технолога-машиностроителя./ Под ред. А.Г. Косиловой и Р.К. Мещерякова. Т.2. - М.: Машиностроение. 1985.
Справочник по электрическим машинам. В 2 т. Под общ. ред. И.П.Копылова и Б.К. Клюкова. Т.1. - М.: Энергоатомиздат, 1988.