

Условности и упрощения
Такие детали, как винты, заклепки, шпонки, непустотелые валы и шпиндели, шатуны, рукоятки и т. п., при продольном разрезе, показывают нерассеченными. Шарики всегда показывают нерассеченными. Как правило, показывают нерассеченными на сборочных чертежах гайки и шайбы.
Такие элементы, как спицы маховиков, шкивов, зубчатых колес, тонкие стенки типа ребер жесткости и т. п., показывают незаштрихованными, если секущая плоскость направлена вдоль оси или длинной стороны такого элемента.

Рисунок Ж.1 - Аксонометрическое изображение шара с вырезом

Рисунок Ж.2 Построение овалов и направление штриховки в аксонометрии
Приложение 3
(справочное)
ГОСТ 2.307-68. Нанесение размеров (выписки)
Размеры на чертежах указывают размерными числами и размерными линиями.
При нанесении размера прямолинейного отрезка размерную линию проводят параллельно этому отрезку, а выносные линии — перпендикулярно размерным.
Размерную линию с обоих концов ограничивают стрелками,

Выносные линии должны выходить за концы .стрелок размерной линии на 1 ... 5 мм.

При нанесении нескольких параллельных или концентричных размерных линий на небольшом расстоянии друг от друга размерные числа над ними рекомендуется располагать в шахматном порядке.
При
нанесении размера дуги окружности
размерную линию проводят концентрнчно
дуге, а выносные линии — параллельно
биссектрисе угла, и над размерным числом
наносят знак «![]() »
»

Размерные числа наносят над размерной линией возможно ближе к ее середине
Размеры нескольких одинаковых элементов изделия, как правило, наносят один раз с указанием на полке линии-выноски количества этих элементов

Если надо показать координаты вершины скругляемого угла или центра дуги скругления, то выносные линии проводят этой точки пересечения сторон скругляемого угла или центра дуги скругления.


 При
нанесении размера радиуса перед размерным
числом помешают прописную букву R. При
указании размера диаметра (вo всех
случаях) перед размерным числом наносят
знак «
При
нанесении размера радиуса перед размерным
числом помешают прописную букву R. При
указании размера диаметра (вo всех
случаях) перед размерным числом наносят
знак «![]() ».
».
Перед
размерным числом диаметра (радиуса)
сферы также наносят знак
![]() (R)
без надписи «Сфера»
(R)
без надписи «Сфера»
Размеры фасок под углами 45° и 30°
При недостатке места для стрелок на размерных линиях, расположенных цепочкой, стрелки допускается заменять засечками, наносимыми под углом 45° «к размерным линиям, или четко наносимыми точками.
Приложение и
(справочное)
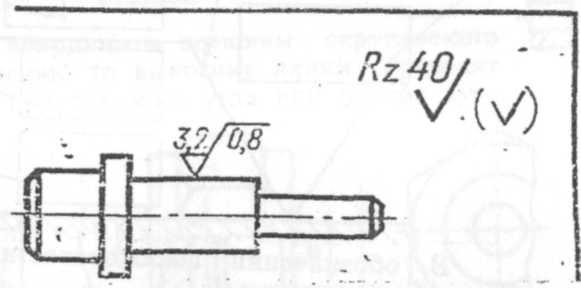
ГОСТ 2.309-73. Обозначения шероховатости поверхности (выписки)

В обозначении шероховатости поверхности применяют один из знаков

Высота
h
должна
быть приблизительно равна применяемой
на чертеже высоте цифр размерных чисел.
Высота Н
равна
(1.5...3) h.
Толщина
линий знаков должна быть приблизительно
равна половине толщины сплошной основной
линии, применяемой на чертеже. В
обозначении шероховатости поверхности,
вид обработки которой конструктором
не устанавливается, применяют знак
![]() .
.
В
обозначении шероховатости поверхности,
которая должна быть образована удалением
слоя материала, например, точением,
фрезерованием,
сверлением
и т. п., применяют знак
![]() .
.
В
обозначении
шероховатости поверхности, которая
должна быть
образована
без удаления слоя материала, например,
литьем, ковкой, объемной штамповкой,
прокатом, волочением и т. п., применяют
знак
![]() .
.
 При
указании одинаковой шероховатости для
всех поверхностей изделия обозначение
шероховатости помещают в
правом
верхнем углу чертежа и на изображении
не наносят.
При
указании одинаковой шероховатости для
всех поверхностей изделия обозначение
шероховатости помещают в
правом
верхнем углу чертежа и на изображении
не наносят.
При
указании одинаковой шероховатости для
части поверхностей изделия в правом
верхнем углу чертежа помещают обозначение
одинаковой шероховатости и условное
обозначение
![]() .
.
Когда
часть поверхностей не обрабатывается
по данному чертежу, в правом верхнем
углу чертежа перед обозначением
![]() помещают знак
помещают знак
![]() .
.

Таблица И.l — Шероховатость поверхностей деталей
|
i |
R0 |
R1 |
Внешний вид поверхности |
Примерный способ получения такой поверхности |
Примеры поверхностей |
|
2,5 |
|
1000 |
Черновая — сохраняющаяся в состоянии поставки и не регламентированная по данному чертежу |
Прокатка, отливка, ковка, штамповка н т. д. |
Поверхности профилей проката. Поверхности деталей машин, аппаратов и сооружений, не соприкасаяющихся с другими поверхностями |
|
8 |
100 |
400 |
Весьма грубая |
Отлнпка, ковка, штамповка, прокатка, обрезка. Зачистка заусенцев и окалины абразивными кругами, дробеструйная, пескоструйная, с помощью зубил и напильника |
Очищенные поверхности частей машин и аппаратов. Поверхности затворов арматуры, каналов, несущих жидкости, кованых и штампованных деталей |
|
50 25 12,5 |
200 100 50 |
Грубая — обдирочная, но ровная без перекосов, с грубыми следами обработки |
Обдирочное точение, строгание, фрезерование. Обработка драчевым напильником, абразивным обдирочным кругом, сверление |
Отверстия из-под сверла на проход и под нарезку. Соприкасающиеся поверхности (привалочные) кронштейнов, крышек и фланцев арматуры котлов, резервуаров и т. д. |
|
|
2,5 |
|||||
|
6,3 3,2 |
25 12,5 6,3 |
Получистая — с малозаметными следами обработки |
Чистовое точение, строгание, растачивание, фрезерование, зенкерование. Опиливание личным напильником, шабрение, сверление |
Наружные поверхности шкивов, расточки из-под резца шкивов, втулок подшипников качения и скольжения; подготовка плоскости под шабрение и т. п. |
|
|
0,8 |
Окончание таблицы И.1
Обозначения шероховатости поверхности, в которых знак имеет полку, располагают относительно основной надписи чертежа.
|
l |
R0 |
R1 |
Внешний вид поверхности |
Примерный способ получения такой поверхности |
Примеры поверхностей |
|
0,8 |
0,8 |
3,2 |
Чистая — без видимых глазом следов обработки |
Отделочное (тонкое и алмазное) точение и растачивание. Чистовое и тонкое развертывание. Шлифование чистовое. Чистовое и отделочное протягивание. Опиловка напильником, шабрение, полирование обычное, раскатывание |
Поверхности цилиндров двигателей машин, опорные поверхности клапанов и их седел, шейки и цапфы валов и шпинделей, шейки и цапфы под подшипники качения, скалки насосов и т. п. |
|
|
0,4 |
1,6 |
|
|
|
|
0,25 |
0,2 |
0,8 |
|
|
|
|
|
0,1 |
0,4 |
|
|
|
|
|
0,5 |
0,2 |
|
|
|
|
|
0,025 |
0,1 |
|
|
|
|
|
0,012 |
0,05 |
Весьма чистая — высшая степень чистоты обработки |
Тонкое шлифование и полирование. Ручные и доводочные процессы (чистовой, тонкий и двухкратный суперфиниш, тонкое хонингование). Притирка тонкая и т. п. |
Вращающиеся и скользящие поверхности машин двигателей, рабочие поверхности калибров особо ответственных измерительных инструментов |
|
0,08 |
- |
0,025 |
Шероховатость поверхностей деталей при различных видах обработки
|
Rz
Ra
|
Параметр шероховатости (мкм) |
Литье |
Ковка |
штампов, гор. |
штампов, хол. |
Прокат |
Сверление |
Строгание |
Фрезерование |
Точение |
Развертывание |
Протягивание |
Шлифовыание |
Полирование |
хонингование |
Доводка |
Обкат |
|
|
от |
до |
|||||||||||||||||
|
Rz |
320 |
160 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Rz |
160 |
80 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Rz |
80 |
40 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Rz |
40 |
20 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Rz |
20 |
10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ra |
2.5 |
2.0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ra |
2.0 |
1.6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ra |
1.6 |
1.25 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ra |
1.25 |
1.00 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ra |
1.00 |
0.80 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ra |
0.80 |
0,63 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ra |
0.63 |
0.50 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ra |
0.50 |
0.40 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ra |
0.40 |
0.32 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ra |
0.32 |
0.25 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ra |
0.25 |
0.20 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ra |
0.20 |
0,16 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ra |
0.16 |
0.125 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ra |
0,125 |
0,100 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ra |
0,100 |
0.080 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ra |
0.80 |
0.063 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ra |
0.063 |
0.050 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ra |
0.050 |
0.040 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ra |
0.040 |
0.032 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ra |
0.032 |
0.025 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Rz |
0.025 |
0,020 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Rz |
0.100 |
0.080 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Rz |
0.080 |
0.063 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Rz |
0.063 |
0.050 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Rz |
0.050 |
0.040 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Rz |
0,040 |
0.032 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Rz |
0.032 |
0.025 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|