

3. Кинематико-технологический анализ способов резания
3.1. Соотношение скоростей главных движений как основа комплексных способов обработки резанием
От соотношения скоростей главных движений зависят траектории относительного движения, длина и толщина среза, а, следовательно, объем снимаемого материала; от абсолютного значения скорости относительного движения зависит удельная производительность резания. И то и другое зависит от направления главных движений, в соответствии с которыми комплексные способы можно разделить на две группы: способы с сочетанием движений в одной плоскости и с сочетанием движений во взаимно перпендикулярных плоскостях. Скорость резания в комплексных способах первой группы равна алгебраической сумме скоростей главных движений инструмента и заготовки, а плоскость резания всегда перпендикулярна плоскости сочетания движений. Скорость резания в комплексных способах второй группы равна геометрической сумме скоростей главных движений, а плоскость резания расположена под различными углами к плоскостям скоростей главных движений. В случае соизмеримости скоростей главных движений происходит разделение стружки на два потока со сходом одновременно по передней и задней граням режущего лезвия.
Комплексные способы обработки резанием при сочетании движений в одной плоскости. Способы этой группы комбинируются из точения и строгания - точение с радиальным движением резца; точения и вращения резца - точение вращающимся инструментом; строгания и вращения резца - строгание вращающимся резцом.
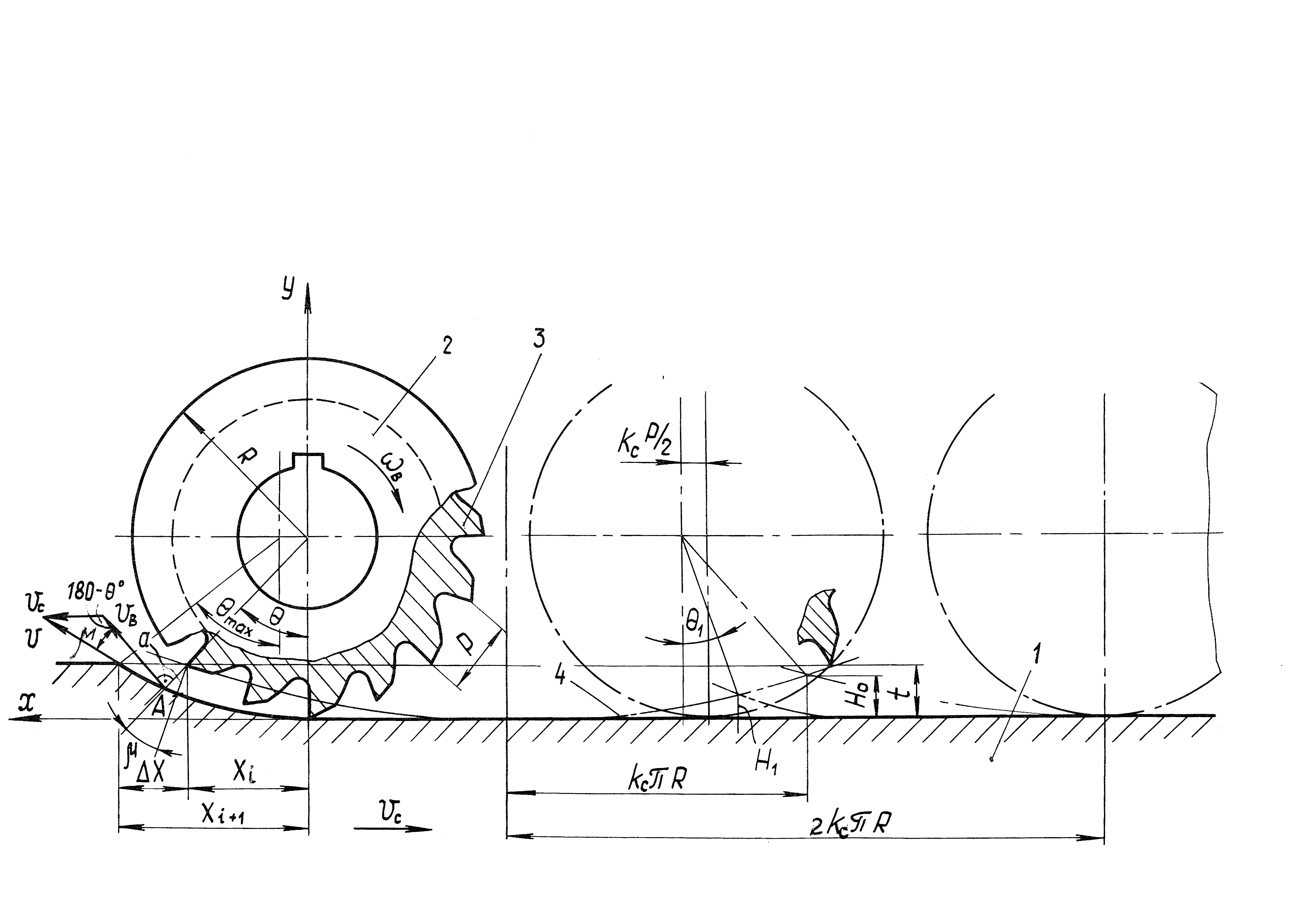
Рассмотрим технологические возможности комплексных способов на примере сочетания двух базовых способов: строгания - прямолинейного движения заготовки l со скоростью vc и фрезерования (шлифования) - вращения многолезвийного инструмента - фрезы (круга) 2 со скоростью vB (рис. 3.1).
Траектория 4 движения режущего зуба (зерна) 3 является обратной циклоидой (эволютой), которая описывается системой уравнений:
x = kRθи +Rsinθи
(3.1)
y = kR-Rcosθи
где Өи - текущий угол поворота зуба (зерна).
а)
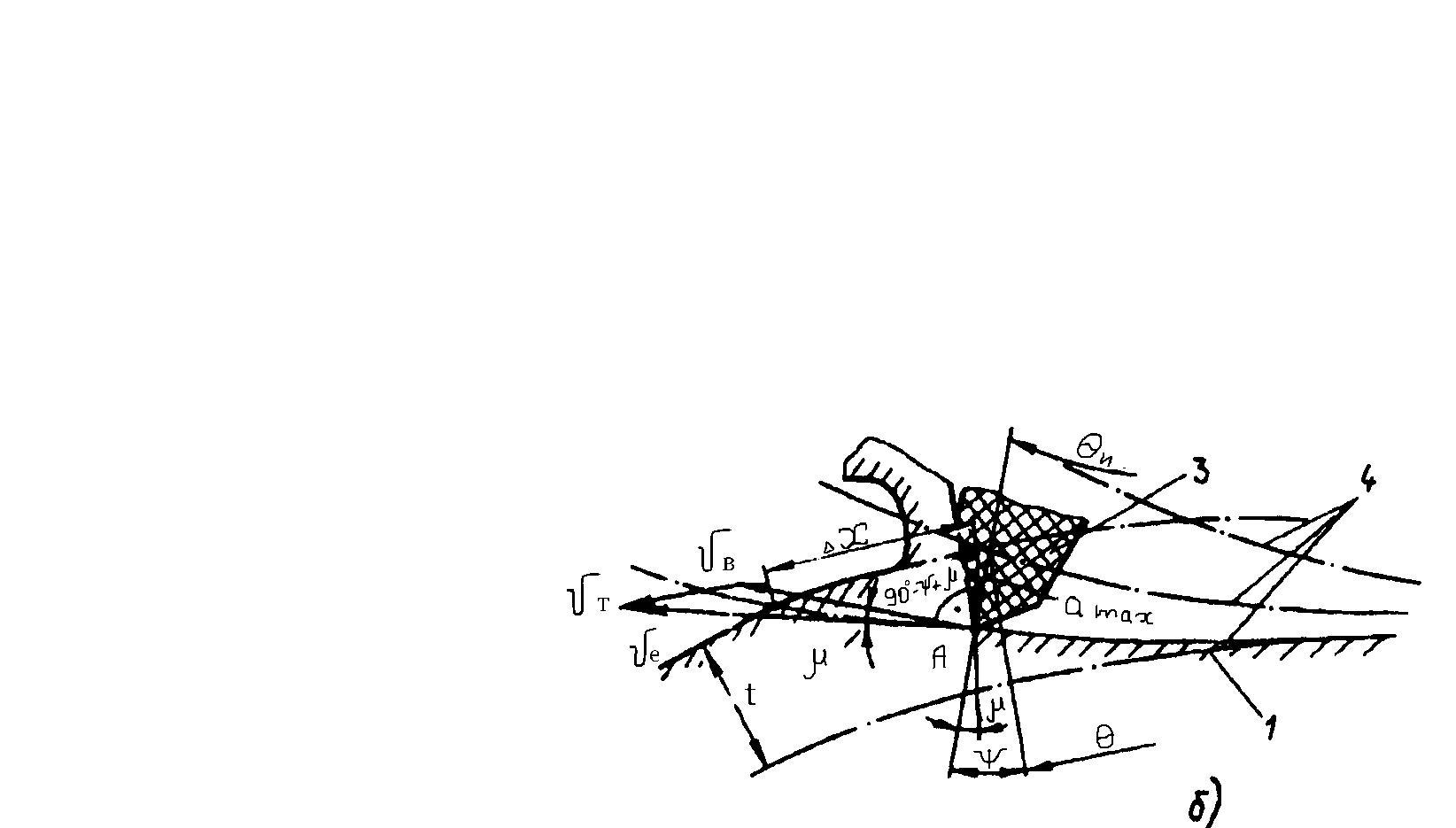
Рис. 3.1.Схема фрезострогания (а) и зона резания (б)
Применительно к фрезерованию тел вращения (круглому шлифованию) траекторией движения является гипоциклоида:
х = kRψ + R sinψ
(3.2)
у = kR - R cosψ
где k - соотношение скоростей заготовки и инструмента; kc = vc / vB для плоского фрезерования (шлифования); kT = vT / vB = ir/R для круглого, здесь i = ωт / ωВ; ωт,ωВ - угловые скорости заготовки и инструмента; ψ -угол трансформации, ψ = θ+θи ; θ, θи - текущие углы поворота заготовки и инструмента; для плоского фрезерования (шлифования) ψ = θи.
При среднем шаге Рi между z-зубьями (зернами) сдвиг Δх траекторий относительно друг друга и толщина среза равны
Δx = kPi=2πRk/z (3.3)
а = Δx sin (ψ - μ) (3.4)
где μ = vB sin ψ / ve - угол подъема траектории, ve - результирующая
скорость,
ve
= vB![]() .
Для
малых и средних (до 3 мм) глубин резания
t
/R
< 0,1
с достаточной точностью ve
= vc
± vВ;
μ = kψ)/(1
± k),
знак
«минус» для попутного направления
скоростей. Подставляя в формулу (3.4)
значение μ и параметр Δх,
получим для глубин шлифования t
≤ 0,1 мм с достаточной точностью
.
Для
малых и средних (до 3 мм) глубин резания
t
/R
< 0,1
с достаточной точностью ve
= vc
± vВ;
μ = kψ)/(1
± k),
знак
«минус» для попутного направления
скоростей. Подставляя в формулу (3.4)
значение μ и параметр Δх,
получим для глубин шлифования t
≤ 0,1 мм с достаточной точностью
a
=![]() (3.5)
(3.5)
Толщина среза достигает максимального значения amax при угле контакта режущего элемента заготовки θam = θК - μ.
С достаточной точностью в выражении (3.5) используется максимальное значение угла контакта ψ max.
Для
плоского фрезерования (шлифования)
ψmax
=
![]() ,
для
,
для
круглого
ψmax
=![]() ,
и соответственно максимальные толщины
среза равны
,
и соответственно максимальные толщины
среза равны
![]() (3.6)
(3.6)
![]() (3.7)
(3.7)
Эффективность механической обработки резанием характеризуется объемом материала, срезаемого в единицу времени. Для его определения необходимо знать среднюю толщину и длину контакта зуба (зерна) с заготовкой, которая определяется как сумма длин участков врезания и перемещения зуба (зерна) относительно заготовки на угол контакта θк = θвр + ψ max:
l=(1+k)R(θвр + ψ max) (3.8)
где ψ max = θmax + θИmax ; θmax , θИmax - углы выхода зуба (зерна) из зоны резания на заготовке и инструменте соответственно.
Углу врезания θвр соответствует поступательное перемещение инструмента относительно заготовки х = kπR/z. Подставляя значения х и ψ = θвр
в уравнение (3.2), получим после преобразований k θвр +sin θвр =kπ/z. Приближенное решение данного трансцендентного уравнения θвр = kπ/ (k + 1). При θвр ≤ 15°, что соответствует припуску на абразивную обработку, ошибка не превышает 1,5 %.
После подстановки θвр и ψ max в формулу (3.8) выражение длины контакта режущего элемента (абразивного зерна) имеет вид
l
= kπR/z
+ (k±1)![]() (3.9)
(3.9)
Длина контакта увеличивается по мере увеличения отношения скоростей заготовки и инструмента, но общий путь резания каждого режущего
элемента уменьшается при съеме одного и того же объема материала V. Коэффициент уменьшения пути резания при V = const имеет вид
![]()
где а0 и k0, а и k - толщина среза и отношения скоростей соответственно базового и искомого способов. Зависимость коэффициента уменьшения пути резания от соотношения скоростей прямо пропорциональна толщине среза (рис. 3.2). Например, в сравнении с базовым фрезерованием (k0 = 10-2) уменьшение пути резания лезвий в способе, у которого k > k0, определяется коэффициентом kl = 101 k/(1 + k), а. в сравнении со шлифованием (ко = 10-3) - коэффициентом kl = 1001 k /(1 + k). Соответственно повышается штучная стойкость инструмента.
Объем металла, срезаемый абразивным зерном, равен
V = amax bl/2 (3.10)
Анализ
зависимостей (3.5), (3.9) и (3.10) показывает,
что объем срезаемого металла
увеличивается почти прямо пропорционально
с увеличением к
во
всем диапазоне значений, а толщина среза
- только до k
≤ 1
(см. рис. 3.2). При k
> 1
толщина среза изменяется в 5-8 раз меньше,
чем объем. Длина контакта l
при k
≤ 0,1
почти не изменяется, стремясь с уменьшением
k
к
своему пределу
![]() =
=
![]() .
Следовательно, уменьшение объема
срезаемого металла в области к
< 1
происходит только за счет уменьшения
толщины среза, которая в своем пределе
стремится к нулю.
.
Следовательно, уменьшение объема
срезаемого металла в области к
< 1
происходит только за счет уменьшения
толщины среза, которая в своем пределе
стремится к нулю.
С другой стороны, срезание микротолщин связано с резким возрастанием удельной силы резания и энергозатрат. Уменьшение толщины среза на порядок увеличивает удельную силу резания в 2-4 раза. Поэтому для уменьшения затрат мощности скорость поступательного перемещения заготовки следует выбирать соизмеримой или равной окружной скорости вращения фрезы, т.е. 0,5 ≤ kс ≤ 4. C увеличением kс удельные силы резания уменьшаются (рис. 3.3), увеличивается коэффициент резания, уменьшается доля радиальной составляющей силы резания, а следовательно, и отжим заготовки. С другой стороны, kс > 5 нецелесообразно, так как толщина среза практически не увеличивается, а приращение объема среза происходит главным образом за счет увеличения длины контакта резца с заготовкой, что приводит к увеличению износа инструмента.
Исходя из этого перспективными являются способы механической обработки со скоростью подачи, близкой к окружной скорости заготовки, или с окружной скоростью инструмента, соизмеримой со скоростью подачи.

Рис. 3.2. Зависимость параметров среза и объема срезаемого материала от соотношения скоростей заготовки и инструмента: 1 - V; 2 - l; 3 - а; 4 -kl,; радиус инструмента R = 150 мм; число режущих лезвий z = 30; глубина резания t = 3 мм; при z = 600 и t = 0,1 мм масштабы по толщине, длине и объему среза соответственно равны: 100:1; 5:1 и 500:1. Встречное резание - сплошные линии, попутное резание - штриховые линии.

Рис3.3. Зависимости толщины среза a и удельной силы резания p от соотношения поступательной скорости vc заготовки и окружной vВ инструмента: сплошные линии – припуск 3 мм; штриховые линии – припуск 1 мм; 1- число режущих элементов z = 30; 2- z = 300; 3- z = 600