5. Конструкция оправок для установки резцов в револьверные головки
Токарю довольно часто приходится обтачивать заготовки, .имеющие уже точно обработанное отверстие, причем их наружные поверхности должны быть концентричны (соосны) обработанным отверстиям. В таких случаях для установки и крепления этих заготовок применяют приспособления, называемые оправками.
Существует несколько конструкций оправок: цельные полого-конические, конические и разжимные.
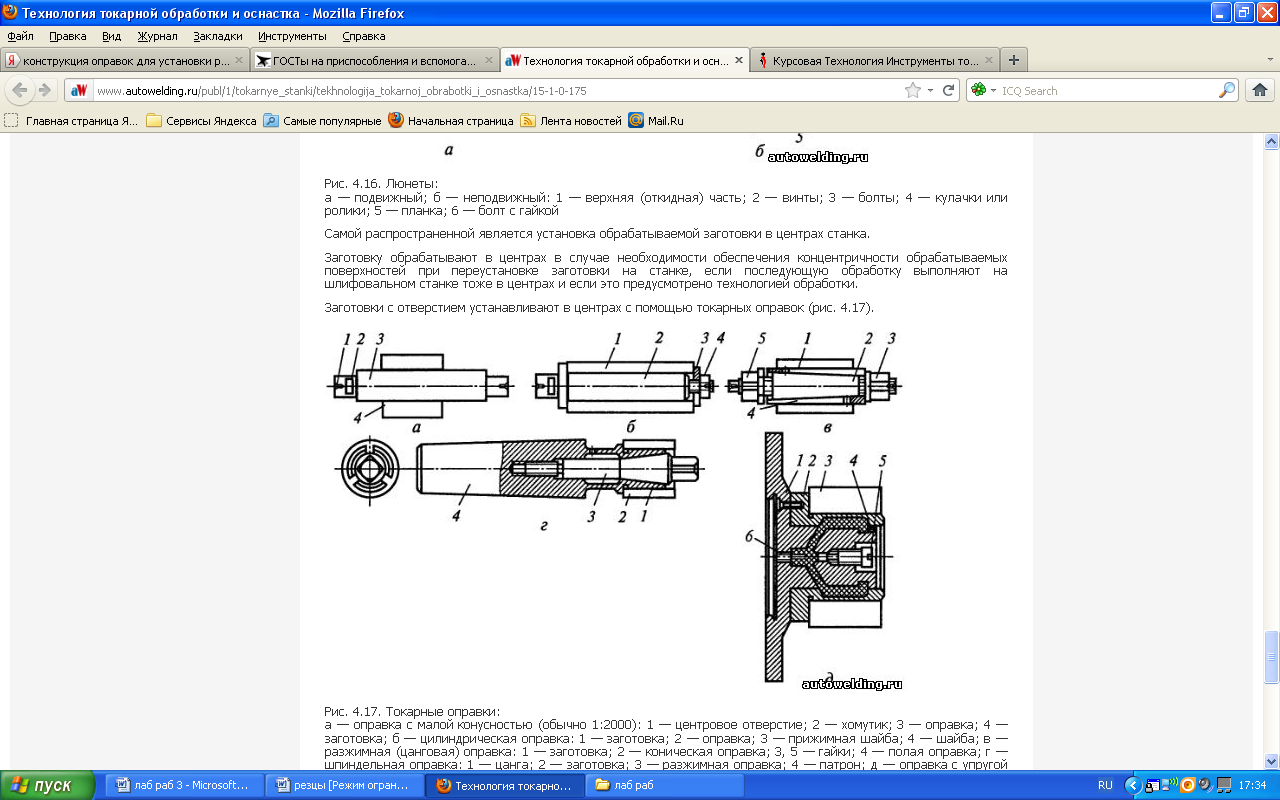
Средняя рабочая часть / оправки, показанной на рис., а, — коническая с малой конусностью (обычно 1/2000). Заготовку 4 надевают на коническую часть оправки. Заготовка удерживается только за счет сил трения, поэтому она должна быть надета достаточно плотно. Меньший диаметр оправки д. выполняется меньше возможного диаметра отверстия заготовки. Лыска 2 служит для крепления хомутика, а центровые отверстия 3 — для установки оправки в центрах. Такие оправки используют только при обработке заготовок небольших диаметров. Недостаток этих оправок в том, что они служат только для одного базируемого отверстия детали.
Такого недостатка не имеет оправка, показанная на рис. , б. Заготовки 1 устанавливают на цилиндрическую часть 2 оправки и зажимают гайкой 4 через быстросменную шайбу 3. Заготовка удерживается за счет сил трения по торцам. Наружный диаметр гайки 4 выполнен меньше диаметра отверстия заготовки /, что позволяет устанавливать и снимать деталь, не вывинчивая гайки. Недостаток таких оправок заключается в наличии зазора между поверхностями отверстия и оправки,
что неизбежно уменьшает точность обработки.

Рис. Оправки
Для обработки деталей с отверстиями малой точности применяют разжимные (цанговые) оправки. Конструкция разжимных оправок зависит от формы и размеров заготовок. Разжимная оправка показана на рис., в. Цанга 4 представляет собой втулку с коническим отверстием и цилиндрической наружной поверхностью, на которую надевают заготовку 1. Пружинящее свойство цанги обеспечивается продольными надрезами с обеих сторон торцов (два, три или четыре с каждой
стороны). При завинчивании гайки 3 цанга, перемещаясь влево, своей конической поверхностью 2 закрепляет заготовку. Гайка 5 служит для снятия цанги при ее заклинивании на оправке.
Шпиндельная оправка (рис, г) имеет конусную часть 1 и разжимную часть типа
цанги, на цилиндрическую поверхность которой надевают заготовку 3. Оправку конусной частью вставляют в шпиндель. Зажим заготовки производят конической частью болта 2.
Схема оправки с упругой оболочкой показана на рис., д. На корпусе / закреплена втулка 2, центрирующая и закрепляющая заготовку 3. Для этого на наружной поверхности корпуса и внутренней поверхности втулки сделаны выточки, образующие кольцевую полость А. Отверстия В полость А соединена с камерой С. Полость Л, наклонные отверстия В и камера С заполнены гидропластом (гидропластмассой). При вращении винта 5 плунжер 7 перемещается влево,
выдавливая гидропласт в полость А. Диаметр тонкой стенки ограничивает перемещение плунжера. Пробка 4 закрывает отверстие, через которое выходит воздух при заливке в оправку расплавленного гидропласта. Такие оправки обеспечивают центрирование в пределах 0,01 0,03 мм.