

§ 5.2. Стали для измерительного инструмента
Стали для измерительных инструментов должны иметь высокую твердость, износостойкость и сохранять свои размеры в процессе эксплуатации. Для изготовления измерительных инструментов применяют стали следующих марок: X, ХВГ, У10А – У12А, 15, 15Х, 9ХС, 50, 50Х, 4X13 и др.
Для нагрева под закалку измерительного инструмента широко используют нагрев в соляных ваннах и токами высокой частоты
Для уменьшения деформации применяется ступенчатый нагрев. Для охлаждения применяют воду, масло, расплавленные соли и щелочи. Охлаждение в горячих средах при температуре 150 – 180 °С обеспечивает снижение деформаций, отсутствие трещин и более высокие механические свойства. Крупный инструмент охлаждают в воде с переносом в масло.
В закаленной высокоуглеродистой и легированных сталях с течением времени протекает процесс старения, при котором происходит частичный распад мартенсита и превращение остаточного аустенита в мартенсит. Это вызывает изменения объема и линейных размеров.
Для предупреждения старения измерительный инструмент после закалки обрабатывают холодом при температуре 223 – 203 К (от – 50 до –70 °С), а затем подвергают отпуску при 120 – 130 °С в течение 24 – 60 ч. Обработка холодом повышает твердость и стабилизирует размеры.
Отпуск уменьшает хрупкость, повышает вязкость и уменьшает внутренние напряжения.
Измерительный инструмент, изготовленный из цементируемых сталей (15, 20Х и др.), подвергают цементации на глубину 0,3 – 1,5 мм. После цементации производят закалку с температуры 780 – 800 °С с охлаждением в воде или в масле (20Х и др.) и последующим отпуском при 150 – 180 °С в течение 1 – 3 ч. После шлифования проводится процесс старение при 120 – 130 °С в течение 6 ч.
Инструмент повышенной точности из цементируемых марок стали после закалки подвергается обработке холодом при температуре 223 К ( – 50 °С),
Инструменты большого размера и сложной формы из стали 38ХМЮА подвергают азотированию.
§ 5.3. Стали для штампов
Для штампов холодной штамповки применяют стали марок: У10, У11, У12 (штампы простой формы, диаметром 25 – 30 мм, работающие в легких условиях); X, ХВГ (штампы более сложной формы, диаметром 75 – 100 мм, работающие в более тяжелых условиях). Стали повышенной износостойкости Х12Ф1 и другие применяют для изготовления вырубных и просечных штампов, пуансонов, матриц холодного выдавливания и др.).
Закаливают эту сталь с температуры 1080 – 1100 °С, охлаждают в масле или в соляной ванне с температурой 400 – 475 °С, а затем на воздухе. Для доводки штампов до требуемых размеров проводят одно или многократный отпуск при температуре 475 – 500 °С.
Стали повышенной вязкости 4ХС, 6ХС, 4ХВ2С и другие применяют для ударных инструментов (зубила, обжимки, ножницы и др.). Закалка этих сталей производится в масле с температуры 840 – 900 °С, отпуск при температуре 240 – 270 °С; после термообработки HRC 52 – 59.
Стали для инструмента горячего деформирования должны обладать высокой прочностью, теплостойкостью (обеспечивающей сохранение необходимых прочностных свойств при нагреве), вязкостью (для предупреждения поломок и выкрашивания), устойчивостью против образования трещин при многократном нагреве и охлаждении (разгаростойкостью), износостойкостью, окалиностойкостью, теплопроводностью (для лучшего отвода тепла от рабочей поверхности штампа), прокаливаемостью.
Штамповые инструменты нагреваются под закалку в соляных ваннах или камерных электрических и газовых печах в зависимости от размеров инструмента.
Для молотовых штампов широко применяют стали марок 5ХНМ, 5ХГМ, 5ХНВ, а для вытяжных и высадочных штампов, а также форм для литья под давлением – стали ЗХ2В8Ф, 5ХЗВЗМФС повышенной теплостойкости.
Прочность при нагреве молотовых штампов сохраняется до 350 – 375 °С. Стали для молотовых штампов имеют высокую прокаливаемость и закаливаемость. Заготовки из стали 5ХНМ и 5ХГМ прокаливаются в сечениях до 300 мм, из стали 5ХНВ – в сечениях до 150 – 180 мм.
Структура после высокого отпуска – пластинчатый перлит и избыточный феррит.
Для предохранения от окисления и обезуглероживания рабочую поверхность штампа при нагреве засыпают отработанным карбюризатором (рис. 5.4.).
Штампы с высотой 250 – 700 мм нагревают до температуры закалки 11 – 23 ч, выдерживают 2 – 5,5 ч; для уменьшения напряжений и деформации штампы подстуживают на воздухе до 750 – 780 °С в течение 15 – 40 мин и охлаждают в масле или на воздухе.
Во время охлаждения штамп все время находится в подвешенном состоянии. Штамп выдерживают в масле от 30 мин до 2 ч, пока температура нагретой поверхности штампа не понизится до 150 – 200 °С.
Огнеупорная масса
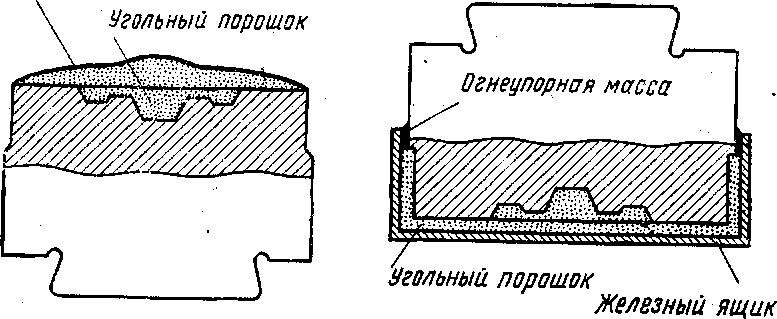
Рис. 5.4. Защита молотовых штампов от окисления при нагреве
После закалки штампы немедленно подвергают отпуску. Штампы помещают в печь, нагретую до температуры не выше 400 °С, а затем нагревают до заданной температуры, выдерживают 1,5 – 5 ч.
Хвостовая часть штампа должна иметь повышенную вязкость, поэтому после общего отпуска производят дополнительно отпуск хвостовика.
Химический состав некоторых штамповых сталей для горячего деформирования приведены в таблице 5.4. Режимы предварительной и окончательной термической обработки штамповых сталей для горячего деформирования даны в табл. 5.5. и 5.6.
Таблица 5.4.
Химический состав некоторых штамповых сталей для горячего деформирования, %
|
Марка стали |
Элементы |
||||||||
|
C |
Si |
Mn |
Cr |
Mo |
Ni |
W |
V |
Ni |
|
|
5ХНМ
5ХГМ
5ХНВ
5ХНВС
3Х2В8Ф
5Х3В3МФС
|
0,50 –0,60 0,50 –0,60 0,50 –0,60 0,50 – 0,60 0,30 – 0,40 0,45 – 0,52 |
0,15 – 0,35 0,25 – 0,60 0,15 – 0,35 0,60 – 0,90 0,15 – 0,40 0,50 – 0,80 |
0,50 – 1,20 1,60 – 0,90 0,50 – 0,80 0,30 – 0,60 0,15 – 0,40 0,30 – 0,60 |
0,50 – 0,80 0,60 – 0,90 0,50 – 0,80 1,30 – 1,60 2,20 – 2,70 2,50 – 3,20
|
0,15 – 0,30 0,15 – 0,30 –
–
–
0,8 – 1,10
|
1,40 –1,80 –
1,40 – 1,80 0,80 – 1,20 –
– |
–
–
0,40 – 0,70 0,40 – 0,70 7,5 – 8,5 3,0 – 3,6
|
–
–
–
–
0,20 – 0,50 1,50 – 1,80 |
–
–
–
–
–
0,05 – 0,15 |
Таблица 5.5.
Режимы предварительной термической обработки штамповых сталей для горячего деформирования
|
Марка стали |
Операция |
Температура нагрева, °С |
Охлаждение до температуры, °С/ч. |
Скорость охлаждения, °С/ч |
НВ |
|
5ХНМ 5ХГМ 5ХНВ 5ХНВС 3Х2В8Ф 5Х3В3МФС |
Высокий отпуск. Высокий отпуск Отжиг Отжиг |
700 – 720 680 – 700 700 – 720 730 – 750 840 – 860 840 – 880 |
500 500 500 500 500 500 |
50 50 50 50 40 – 50 40 – 50 |
241 241 255 255 241 229 |
Таблица 5.6.
Режимы окончательной термической обработки штамповых сталей для горячего деформирования
|
Марка стали |
Закалка |
Отпуск |
Теплостойкость, °С |
||||||
|
Т, °С подогрева |
Т, °С закалки |
Среда охлаждения |
НRC |
Т, °С |
НRC |
||||
|
5ХНМ
5ХГМ
5ХНВ
5ХНВС
3Х2В8Ф 5Х3В3МФС |
700 – 750
700 – 750
700 – 750
700 – 750
700 – 750 700 – 750 |
840 – 860
820 – 850
840 – 860
800 – 880
1130 – 1150 1120 – 1150 |
Масло
Масло
Масло
Масло
Масло Масло
|
≥ 56
≥ 50
≥ 56
≥ 56
49–52 53–56 |
500 – 550 400 – 480 480 – 540 410 – 440 530 – 550 400 – 520 560 – 600 500 – 550 640 –660 660 – 680 |
38 – 41 42 – 46 38 – 41 42 – 46 38 – 41 42 – 46 38 – 41 42 – 46 42 – 46 42 – 46 |
590
–
600
610
650 685 |
||
Примечание. Продолжительность выдержки при двух подогревах при закалке определяют из расчета 20 – 25 мин на 25 мм высоты штампа (наименьшей стороны).