

Глава V термическая обработка инструментальных сталей
Инструментальные стали по назначению подразделяются на три группы: стали для режущего инструмента, стали для измерительного инструмента и стали для штампов и пресс-форм.
§ 5.1. Стали для режущего инструмента
Стали для режущего инструмента (резцов, сверл, метчиков, фрез и др.) должны обладать высокой твердостью, износостойкостью и теплостойкостью.
Режущий инструмент изготовляют из углеродистых, легированных и быстрорежущих сталей.
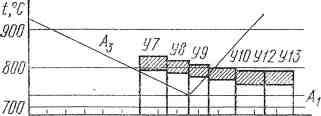
Углеродистые стали маркируются буквой У (углеродистая) и цифрами, показывающими среднее содержание углерода в десятых долях процента. Буква А, стоящая за цифрами, указывает, что сталь высококачественная, содержащая серы и фосфора не более 0,025%. Углеродистые инструментальные стали подразделяются на марки: У7, У8, У9, У10, У11, У12, У13. Для улучшения обрабатываемости эти стали отжигают на зернистый перлит при температуре несколько выше точки Ас3 т. е. при температуре 760 – 780 °С. Для получения высокой твердости HRC 60 – 64 сталь закаливают с охлаждением в воде или водных растворах щелочей, так как она имеет малую устойчивость переохлажденного аустенита. Температура закалки углеродистых сталей показана на рис. 5.1. Эти стали обладают небольшой прокаливаемостью, поэтому они применяются только для инструментов небольшого сечения (критический диаметр 10 – 12 мм).
Структура сталей У7 – У9 в закаленном состоянии состоит из мартенсита, сталей У10А – У13А – из мартенсита и избыточных карбидов.
Для уменьшения коробления углеродистые стали подвергают ступенчатой закалке. Отпускают инструмент из углеродистых сталей при разных температурах в зависимости от назначения и требуемой твердости.
Сталь У7 применяется для изготовления инструментов, подвергающихся ударам и требующих повышенной вязкости при умеренной твердости (зубила, кузнечные штампы, клейма). Температура отпуска 250 – 325 °С, твердость HRC 48 – 55. Сталь У8 применяется для изготовления инструментов, требующих высокой твердости и хорошей вязкости (матрицы, пуансоны, ножи). Температура отпуска 200 – 220 °С, твердость HRC 60 – 62. Стали У9А и У10А отпускают при температуре 150 – 200 °С, твердость HRC 60 – 62 (метчики, сверла, фрезы и др.). Стали У12А, У13А применяются для изготовления напильников, ножовок, бритв и т. д., требующих высокой износостойкости и твердости. Эти стали отпускают при температуре 150 – 180 °С, твердость HRC 62 – 64.
Легированные стали по сравнению с углеродистыми имеют следующие преимущества: большую прокаливаемость, меньший рост зерна при нагреве под закалку, возможность применения при закалке масла и горячих сред. Критический диаметр достигает40 – 80 мм.
Меньшая скорость охлаждения при закалке уменьшает опасность образования трещин, деформации и коробления. Химический состав некоторых легированных сталей, применяемых для изготовления режущих инструментов, приведен в табл. 5.1. Режимы термической обработки инструментальных легированных сталей даны в табл. 5.2.
Сталь X применяют для изготовления токарных, строгальных и долбежных резцов. Прокаливается в сечении до 25 мм. Сталь 9ХС применяют для изготовления сверл, фрез, метчиков, плашек, разверток. Прокаливается в сечении до 35 мм. Сталь 13Х применяется для изготовления мелких инструментов, бритвенных ножей, лезвий, острых хирургических инструментов, шаберов, гравировальных инструментов. Критический диаметр при закалке в масле 10 – 15 мм. Сталь 11ХФ применяется для изготовления метчиков и других режущих инструментов диаметром до 30 мм. Сталь 9ХФ применяется для изготовления пил, ножей, кернеров, пуансонов для холодной обрезки заусенцев. Сталь ХВГ применяется для изготовления плашек, клейм, разверток.
0,2 0,4 0,6 0,8 1,0 1,2 1,4 С,%
Рис 5.1. Температура закалки углеродистых сталей
Таблица 5.1.
Химический состав некоторых легированных сталей для режущих инструментов (ГОСТ 5950 – 73), %
|
Марка стали |
Элементы |
||||
|
С |
Mn |
Si |
Cr |
W – V |
|
|
Х 9ХС 13Х 11ХФ 9ХФ ХВГ ХВСГ |
0,85 – 0,95 1,25 – 1,40 1,05– 1,15 0,80 – 0,90 0,90 – 1,05 0,95 – 1,05 |
0,30 – 0,60 0,30 – 0,60 0,40 – 0,70 0,30 – 0,60 0,80 – 1,10 0,60 – 0,90 |
1,20 –1,60 <0,35 <0,35 <0,35 <0,35 0,65 – 1,10 |
0,95 – 1,25 0,40 – 0,70 0,40 – 0,70 0,40 – 0,70 0,90 – 1,20 0,60 – 1,10 |
ВЗЯТЬ С ГОСТА |
Таблица 5.2.
Режимы термической обработки инструментальных легированных сталей
|
Марка стали |
Отжиг |
Закалка |
Отпуск |
|||||
|
Т, °С |
НВ, не более |
Т, °С |
Среда охлаждения |
HRC |
Т, °С |
HRC |
||
|
Х 9ХС 13Х 11ХФ 9ХФ ХВГ ХВСГ |
790 – 810 750 – 790 750 –790 760 – 790 780 – 800 790 – 810 |
241 241 229 255 255 241 |
840 – 860 810 – 830 840 – 860 850 – 880 830 – 850 840 – 860 |
Масло Масло Масло Масло Масло Масло |
62 – 63 62 – 64 62 – 64 61 – 64 62 – 63 62 – 63 |
180 – 250 150 – 170 150 – 170 200 – 2150 150 – 200 140 – 160 |
58 – 62 62 – 65 62 – 65 58 – 60 60 – 62 60 – 62 |
|
Таблица 5.3.
Химический состав (%) и теплостойкость быстрорежущих сталей (ГОСТ 19265 – 73)
|
Марка стали |
Элементы |
||||||
|
C |
Cr |
W |
V |
Mo |
Co |
Теплостойкость |
|
|
Р18 Р9 Р6М5 Р14Ф4 Р10К5Ф5
|
0,7 – 0,8 0,85–0,95 0,80–0,88 1,20-1,30 1,45-1,55
|
3,8-4,4 3,5-4,4 3,8-4,4 4,0-4,6 4,0-4,6 |
17,0-18,5 8,5-10,0 5,5-6,5 13,0-14,5 10,0-11,5 |
1,0-1,4 2,0-2,6 1,7-2,1 3,4-4,1 4,3-5,1 |
1,0 1,0 5,0-5,5 1,0 1,0 |
– – – – 5,0-6,0 |
620 620 620 630 640
|

Рис. 5.2. Схема режимов термической обработки инструментов из быстрорежущей стали: а) – без обработки холодом, б) – с обработкой холодом.
изготовления протяжек, длинных метчиков, разверток и других изделий. Сталь ХВСГ применяется для изготовления плашек, клейм, разверток.
Легированные инструментальные стали, так же как и углеродистые, не обладают теплостойкостью, и инструменты, изготовленные из них, могут быть использованы только для резания с небольшой скоростью.
Быстрорежущие стали обозначают буквой Р (рапид – скорость), цифры после этой буквы указывают содержание основного легирующего элемента – вольфрама в процентах.
Дополнительное легирование быстрорежущих сталей молибденом, кобальтом, ванадием обозначается в марке буквами М, К, Ф и цифрами, показывающими их количество.
Содержание ванадия (до 2%) и хрома (примерно 4% во всех сталях) в марке не указывается.
Быстрорежущие стали предназначены для изготовления высокопроизводительного режущего инструмента, работающего при высоких скоростях резания. Имеют высокую теплостойкость (красностойкость) (до 620 – 640 °С) и износостойкость.
Теплостойкость (сохранение высокой твердости при нагреве до температуры 500 – 620 °С) достигается легированием стали карбидообразующими элементами (вольфрамом, молибденом, хромом, ванадием).
В литом состоянии в быстрорежущей стали имеются три типа карбидов: первичные (ледебуритная эвтектика), вторичные, выделившиеся при охлаждении из аустенита, и эвтектоидные в результате перлитного превращения, т. е. распада аустенита на легированный феррит и мелкие (эвтектоидные) карбиды.
Для разрушения эвтектики на отдельные карбиды и устранения хрупкости литую быстрорежущую сталь подвергают горячей обработке (ковке, прокатке) и отжигу при температуре 830 – 850 °С. Твердость после отжига 207 – 255 НВ.
При закалке быстрорежущие стали нагреваются до высоких температур (значительно выше Ас3), что обеспечивает получение высоколегированного аустенита, который при закалке превращается в мартенсит с тем же содержанием легирующих элементов,
Закалка осуществляется таким образом: медленный нагрев до 800 – 850 °С, выдержка при этой температуре (для выравнивания температуры по сечению), быстрый нагрев до температуры закалки, кратковременная выдержка и охлаждение в масле.
Структура после закалки: мартенсит + карбиды + остаточный аустенит, количество которого весьма значительно – до 30%, так как при столь высоких температурах нагрева его устойчивость растет. Твердость после закалки HRC ~ 62.
После закалки быстрорежущую сталь подвергают отпуску при температуре 560 – 580 °С. При этом происходит превращение остаточного аустенита в мартенсит и выделение из мартенсита мелкодисперсных карбидов ванадия и вольфрама. Твердость быстрорежущей стали повышается до HRC ~ 64.
Для наиболее полного превращения аустенита в мартенсит дается двух-трехкратный отпуск по 1 ч (рис. 5.2, а)
Микроструктура быстрорежущей стали после закалки и отпуска показана на рис. 5.3.
Температура конца превращения аустенита в мартенсит (Мк) быстрорежущей стали ниже нуля. Поэтому для более полного превращения аустенита в мартенсит сталь можно обрабатывать холодом при температуре 198 – 193 К (от –75 до – 80 °С) (рис. 5.2, б). Применение обработки холодом сокращает длительность цикла термической обработки.
В плохо отожженной быстрорежущей стали после закалки при нормальной твердости и нормальном количестве остаточного аустенита наблюдается грубозернистый чешуйчатый излом, напоминающий по виду нафталин. Сталь оказывается очень хрупкой. Этот вид брака называется нафталиновым изломом.
При недостаточной проковке наблюдается карбидная ликвация, что увеличивает хрупкость стали и понижает стойкость инструмента.
Для
улучшения режущих свойств некоторые
инструменты дополнительно обрабатывают
в жидких цианистых солях при температуре
520 – 580 °С. На поверхности быстрорежущей
стали образуется цианированный тонкий
слой 0,02 – 0,07 мм, имеющий высокую твердость
(1000 – 1100 НV)
и повышенную теплостойкость ~ 650 °С.
Иногда после шлифования и заточки
инструмента из быстрорежущей стали для
повышения режущих свойств, антикоррозионной
стойкости и улучшение товарного вида
применяется обработка паром при
температуре отпуска 550 – 570 °С. При такой
обработке в результате реакции железа
с паром на поверхности образуется пленка
окиси железа Fe3O4
темно-синего цвета, имеющая большую
прочность сцепления с металлом. Эффект
повышения стойкости инструмента при
этом объясняется добавочным отпуском
и снятием 
напряжений, возникших при заточке и шлифовании.