

Контрольная работа
Статистический анализ точности операций механической обработки
Цель работы – ознакомление со статистическими методами оценки случайных погрешностей механической обработки; приобретение навыков обработки результатов измерения партии деталей; определение показателей точности технологической операции по исследуемому параметру.
Общие сведения
Под точностью в технологии машиностроения понимается степень адекватности производимых изделий их заранее установленному эталону. Точность детали определяется соответствием её требованиям чертежа по размерам, геометрической форме, правильности взаимного расположения обрабатываемых поверхностей и их шероховатости. Существующие методы достижения точности сопровождаются различного рода погрешностями, возникающими при изготовлении заготовок, обработке резанием, контроле, сборке и других видах обработки.
Погрешность обработки рассматривается как мера точности и представляет собой отклонение полученного значения параметра от заданного (требуемого).
Погрешности, возникающие в процессе обработки на металлорежущих станках, могут носить систематический или случайный характер. Систематические погрешности, в свою очередь, можно разделить на постоянные и закономерно изменяющиеся (называемые функциональными).
Причинами появления систематических постоянных погрешностей могут быть такие: погрешности изготовления и компоновки станка, погрешности режущего инструмента, приспособлений, системы автоматизированного управления обработкой (например, управляющей программы с ЧПУ) и др. Постоянные погрешности не изменяются при обработке партии заготовок, выявляются пробными измерениями. Соответствующими технологическими мероприятиями или приёмами они могут быть сведены к минимуму.
Функциональные погрешности влияют на точность обработки непрерывно или периодически по определённым законам. Причинами таких погрешностей являются: размерный износ режущего инструмента, эксплуатационный износ станка, жёсткость технологической системы СПИД (станок – приспособление – инструмент – деталь), температурные явления в зоне резания, условия трения, колебаний и др.
Случайные погрешности вызываются влиянием на процесс обработки ряда независимых друг от друга случайных факторов. Такие погрешности в партии заготовок имеют разные значения, причём их появление не подчиняется видимой закономерности. Случайными факторами могут быть: неточность установки заготовки в приспособлении, колебания системы СПИД, вызванные нестабильностью сил резания (из-за колебаний твёрдости материала, припусков и т.п.), остаточные напряжения после предшествующей обработки, отклонения параметров управляющей программы для станков с ЧПУ и др.
Влияние случайных факторов выражается в рассеянии размеров конкретного параметра исследуемой партии заготовок, обрабатываемых при одних и тех же условиях. Таким образом, истинные (действительные) размеры каждой заготовки обрабатываемой партии являются случайными величинами и могут принимать любые значения в границах определённого интервала.
Совокупность значений истинных размеров
заготовок n,
обработанных при неизменных условиях
и расположенных в возрастающем порядке
с указанием частоты mi
повторения этих размеров, называют
распределением размеров
заготовок. Измеренные значения истинных
размеров заготовок разбивают на интервалы
и разряды N. Частость
– это отношение количества заготовок,
действительные размеры которых попали
в данный интервал mi,
к общему количеству заготовок партии:
![]() .
.
При разных условиях обработки заготовок рассеяние (распределение) их истинных размеров подчиняется различным математическим законам: нормального распределения (закон Гаусса), равнобедренного треугольника (закон Симпсона), равной вероятности, закону эксцентриситета (закон Релея) и др.
Наиболее часто распределение действительных размеров заготовок, обработанных на настроенных станках, подчиняется закону нормального распределения, уравнение кривой которого имеет вид:
y =
 ,
(1)
,
(1)
где
![]() – среднее
квадратическое отклонение.
– среднее
квадратическое отклонение.
 ,
(2)
,
(2)
где Li – текущий размер;
Lср – среднее арифметическое значение действительных размеров заготовок данной партии.
Lср
=
![]() ,
(3)
,
(3)
здесь mi – частота (количество заготовок данного интервала размеров);
n – количество заготовок в партии.
А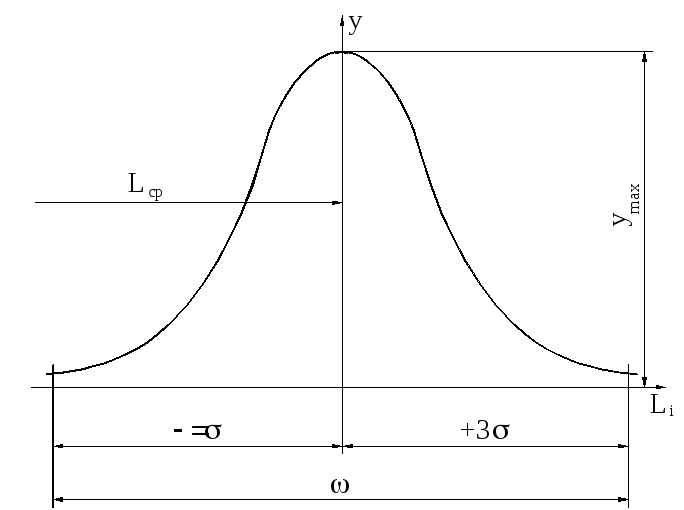 нализ
уравнения (1) показывает, что кривая
нормального распределения (рис. 13)
симметрична относительно оси ординат
и асимптотически приближается к оси
абсцисс.
нализ
уравнения (1) показывает, что кривая
нормального распределения (рис. 13)
симметрична относительно оси ординат
и асимптотически приближается к оси
абсцисс.
Рис.
13. Кривая нормального распределения
(закон Гаусса)
При
Li
= Lср
кривая нормального распределения имеет
максимум ymax
=
![]() .
.
На
расстоянии
![]() от положения вершины кривой её ветви
так близко подходят к оси абсцисс, что
в этих пределах оказывается 99,73 % площади,
заключённой между всей кривой и осью
абсцисс. На практике обычно принимают,
что на расстоянии
от положения вершины кривой её ветви
так близко подходят к оси абсцисс, что
в этих пределах оказывается 99,73 % площади,
заключённой между всей кривой и осью
абсцисс. На практике обычно принимают,
что на расстоянии
![]() от положения
вершины кривой нормального распределения
её ветви пересекаются с осью абсцисс,
ограничивая 100 % площади между кривой и
осью. Возникающая при этом погрешность
составляет 0,27% и практического значения
не имеет.
от положения
вершины кривой нормального распределения
её ветви пересекаются с осью абсцисс,
ограничивая 100 % площади между кривой и
осью. Возникающая при этом погрешность
составляет 0,27% и практического значения
не имеет.
При
увеличении
![]() значение наибольшей ординаты ymax
уменьшается, а поле рассеяния
значение наибольшей ординаты ymax
уменьшается, а поле рассеяния
![]() возрастает, в результате чего кривая
становится более пологой и низкой, что
свидетельствует о большом рассеянии
размеров и меньшей точности. Следовательно,
среднее квадратическое отклонение –
мера рассеяния и точности.
возрастает, в результате чего кривая
становится более пологой и низкой, что
свидетельствует о большом рассеянии
размеров и меньшей точности. Следовательно,
среднее квадратическое отклонение –
мера рассеяния и точности.
По данным непосредственных измерений и расчётов по формуле, погрешность определения среднего квадратического отклонения, обозначаемого в этом случае S, зависит от общего количества n измеряемых заготовок и в отдельных случаях весьма значительна. Учитывая это, для предотвращения возможного появления брака целесообразно при использовании формулы
![]() (4)
(4)
принять следующее соотношение:
![]() =
pS,
(5)
=
pS,
(5)
где S – среднее квадратическое отклонение, определяемое на основании данных замеров партии заготовок:
![]()
 ;
(6)
;
(6)
р – коэффициент, учитывающий погрешность определения среднего квадратического при малых размерах партии измеренных заготовок.
Наибольшая
погрешность
![]() определения S
в процентах к среднему квадратическому
определения S
в процентах к среднему квадратическому
![]() генеральной совокупности и значение
поправочного коэффициента р
при разном числе заготовок представлены
в табл. 1.
генеральной совокупности и значение
поправочного коэффициента р
при разном числе заготовок представлены
в табл. 1.
Таблица 1