

Разработка алгоритмической, структурной и функциональной схем управления
Процесс экструдирования фторидных стекол методом ПХФД является высокотехнологичным процессом и требует внедрения высокоточной системы управления.
Основными параметрами контроля и регулирования являются:
-
температура в вакуумной пресс-камере;
-
давление, получаемое с испытательного пресса на фторидное стекло, находящееся в пресс-камере.
В канале управления температурой необходимо наличие:
-
преобразователь задаваемой температуры в напряжение на входе системы согласно градуировочной таблице;
-
регулятор, работающий по разнице входного и выходного сигнала системы;
-
передаточная функция объекта по температуре;
-
датчик температуры, в роли которого выступает термопара типа ХА;
-
преобразователь выходного напряжения с термопары в температуру, согласно градуировочной таблице.

Рис. 16. Алгоритмическая схема управления

Рис. 17. Структурная схема автоматизации.
Многофакторность процесса и сложная взаимосвязь основных параметров технологического процесса предполагают создание комплексной системы автоматизации.
Соблюдение сложного технологического процесса предполагает наличие двухсторонней связи между узлами системы управления и регуляторами. Для обеспечения этого требования целесообразно задействовать цифро-аналоговые элементы автоматизации для обеспечения требуемой точности регулирования и быстродействия, обладающих стандартизированным и унифицированным едином интерфейсом связи.

Рис. 18 . Функциональная схема автоматизации
В роли основного узла по сбору, обработки и вывода информации, выработки управляющих воздействий должна выступать ЭВМ. Прежде всего, это позволяет создать рабочее место оператора с выводом значений всех параметров технологического процесса на одном мониторе и вести регистрацию их изменения во времени. Помимо сбора информации ЭВМ должна выполнять функцию арифметическо-логического устройства, выполняющего функции по обработки информации, ведению необходимых расчетов и выработки управляющих сигналов для регуляторов системы. Также, это позволяет создать систему защиты от возникновения аварийных ситуаций, которые могут привести к выходу из строя оборудования, органов управления, разрушению конструкций и элементов, задействованных в технологическом процессе.
Моделирование переходных процессов в аср на эвм
Для моделирования переходных процессов на ЭВМ разработана система в программе MatLab с использованием пакета Simulink. Следует отметить вводимые изменения:
-
полученные оптимальные настройки регулятора позволяют привести систему в устойчивое состояние по заданию без колебаний;
-
не учитывается влияние возмущающих воздействий и проведения регулирования в ограниченном интервале;
-
возмущающее воздействие рассматривается как ступенчатое;
-
при эмуляции не учитываются реальные возможности выходного сигнала от регулятора к объекту.
В связи с этим, в систему внедрили блок ограничения управляющего сигнала с регулятора.
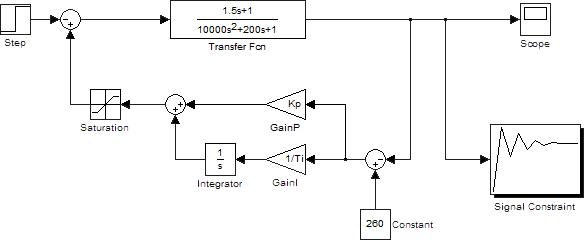
Рис. 18. Моделирование системы в пакете Simulink

Рис. 19. Переходная характеристика при нагреве объекта и под влиянием возмущающего воздействия
Отмечен
выход характеристики из зоны допустимых
температур
 .
С помощью блока оптимизации определены
параметры регулятора, при которых
происходит стабилизация температуры
под влиянием возмущающих воздействий.
.
С помощью блока оптимизации определены
параметры регулятора, при которых
происходит стабилизация температуры
под влиянием возмущающих воздействий.

Рис. 20. Оптимизация по возмущающему воздействию с учетом технологических ограничений
В процессе оптимизации получены новые параметры настройки регулятора:



Рис. 21. Полный технологический процесс
Полученные оптимальные параметры полностью удовлетворяют условию, полученному ранее с помощью критерия Гурвица.
Отмечено, что при использовании полученных настроек регулятора система устойчива как по возмущению, так и по заданию, а также полностью удовлетворяет протеканию всего технологического процесса.