

-
Монтажный стык на сварке
Стык элементов балки осуществляется стыковыми швами (рис. 26). Расчетные сопротивления сварных соединений для любого вида сварки принимаются (см. табл. 6): при сжатии соединения независимо от методов контроля качества швов Rwy = Ry; при растяжении и изгибе с физическим контролем качества швов Rwy = Ry и Rwy = 0,85Ry, если физические методы контроля не используются.
На монтаже применение физических способов контроля затруднено, поэтому расчет растянутого стыкового соединения производится по его пониженному расчетному сопротивлению. Сжатый верхний пояс и стенка соединяются прямым швом, растянутый пояс – косым швом для увеличения длины шва, так как действительное напряжение в поясе σ превышает Rwy. Для обеспечения равнопрочности сварного стыка и основного сечения нижнего пояса достаточен скос с наклоном реза 2:1.
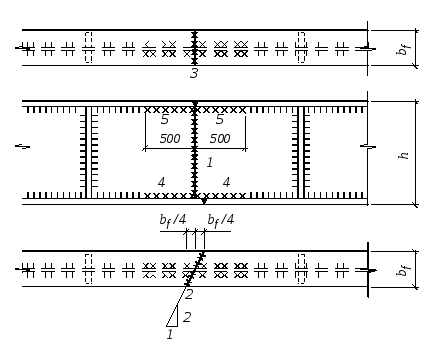
Рис. 16. Монтажный стык главной балки на сварке
Монтажный стык выполняется ручной сваркой. Для сварки монтажного стыка применяют электроды с индексом А (Э50А), обеспечивающие повышенную пластичность наплавленного металла.
Для обеспечения качественного соединения при ручной сварке элементов толщиной более 8…10 мм производится V-образная разделка кромок, начало и конец шва выводятся на специальные технологические планки.
Для уменьшения сварочных напряжений соблюдается определенный порядок сварки (на рис. 16 показан цифрами): сначала свариваются поперечными стыковыми швами, имеющими наибольшую усадку, стенка и пояса, последними завариваются угловыми швами, имеющими небольшую продольную усадку, участки длиной по 500 мм, оставленные незаверенными на заводе,. Незаваренные участки позволяют поясным листам несколько вытянуться при усадке поперечных швов в процессе сварки. Это также дает возможность при монтаже совместить торцы свариваемых элементов отправочных марок, имеющих отклонение в размерах в пределах технологических допусков.
-
Монтажный стык на высокопрочных болтах
Монтажные стыки на высокопрочных болтах выполняются с накладками (по три на каждом поясе и по две на стенке (рис. 17).

Рис. 17. Монтажный стык главной балки на высокопрочных болтах
Усилие с одного элемента на другой передается за счет сил трения, возникающих между соприкасающимися плоскостями, стянутыми высокопрочными болтами. Площади сечения накладок должны быть не меньше площади сечения перекрываемого ими элемента.
Принимаем болты db = 30 мм. Диаметр отверстия d под болт делается на 2…3 мм больше db. Назначаем отверстие d = 32 мм.
Минимальное расстояние между центрами болтов (шаг болтов) в расчетных соединениях определяется условиями прочности основного металла и принимается в любом направлении равным amin = 2.5d = 2.5 · 32 = 80 мм.
Принимаем а = 80 мм.
Максимальное
расстояние между болтами определяется
устойчивостью сжатых частей элементов
в промежутках между болтами (в крайних
рядах при отсутствии окаймляющих уголков
amax
≤ 12tmin
= 12 · 14 = 168
мм, где tmin
– толщина
наиболее тонкого наружного элемента)
и обеспечением плотности соединения:

Минимальное расстояние от центра болта до края элемента для высокопрочных болтов в любом направлении усилия:
сmin ≥ 1,3d = 1,3 · 32 = 41.6 мм.
Принимаем с = 45 мм. Ширина верхней накладки пояса принимается равной ширине пояса балки bnf = bf = 600 мм.
Ширина каждой нижней накладки пояса определяется:
b′nf = [bf – (tw + 2kf + 2Δ)] / 2 = [600 – (14 + 2 ∙ 7 + 2 ∙ 10)] / 2 = 276 мм,
где Δ = 10…15 мм – конструктивный зазор.
Толщина каждой накладки пояса:
tnf = tf / 2 + 2 = 30 / 2 + 2 = 17 мм.
Принимаем верхнюю накладку из листа 60018 мм с площадью сечения Аnf = 108 см2 и две нижних накладки из листа 26018 мм с площадью сечения А′ nf = 46.8 см2.
Суммарная площадь накладок:
Аn = Аnf + 2А′ nf = 108 + 2 ∙ 46.8 = 201.6 см2 > Аf = 180 см2.
Горизонтальные болты располагаем в 4 ряда на одной полунакладке.
Определяем длину двух вертикальных накладок:
lnw = hw – 2(tnf + Δ) = 1400 – 2 (18 + 10) = 1344 мм.
Ширина вертикальных накладок:
bnw = 2а + δ + 4c = 2 · 100 + 10 + 4 · 50 = 410 мм,
где δ = 10 мм – зазор между элементами.
Толщину одной вертикальной накладки tnw принимаем равной толщине стенки tw за вычетом 2 мм (tnw = 12 мм).
Максимальное расстояние между крайними горизонтальными рядами болтов (с учетом расстояния до края элемента с = 50 мм)
а1= 1344 – 2 ∙ 50 = 1244 мм.
Стык осуществляем высокопрочными болтами db = 30 мм из стали 30Х3МФ, имеющей наименьшее временное сопротивление:
Rbun = 1200 МПа = 120 кН/см2.
Способ регулирования натяжения высокопрочных болтов принимаем по M (моменту закручивания). Расчетное усилие Qbh, которое может быть воспринято каждой поверхностью трения соединяемых элементов, стянутых одним высокопрочным болтом, определяется по формуле:

где
 – расчетное сопротивление растяжению
высокопрочного болта;
– расчетное сопротивление растяжению
высокопрочного болта;
Abn = 5.6 см2 – площадь сечения нетто болта db = 30 мм;
![]() – коэффициент
трения, принимаемый в зависимости от
обработки поверхностей по табл. 27 (принят
газопламенный способ обработки
поверхностей);
– коэффициент
трения, принимаемый в зависимости от
обработки поверхностей по табл. 27 (принят
газопламенный способ обработки
поверхностей);
![]() – коэффициент
надежности, принимаемый при статической
нагрузке и разности номинальных диаметров
отверстий и болтов
– коэффициент
надежности, принимаемый при статической
нагрузке и разности номинальных диаметров
отверстий и болтов
 с использованием регулирования натяжения
болтов по М
при
газопламенном способе обработки
поверхностей;
с использованием регулирования натяжения
болтов по М
при
газопламенном способе обработки
поверхностей;
b – коэффициент условий работы соединения, зависящий от количества болтов n, необходимых для восприятия расчетного усилия.
Момент инерции стенки:

Момент инерции поясов:

Изгибающий момент, приходящийся на стенку:

Изгибающий момент, приходящийся на пояса:
