

5) При гомологической температуре менее 1;
15. Камерная печь характеризуется:
1) Периодической загрузкой заготовок и расходом топлива до 10–30% от массы нагреваемого металла;
2) непрерывной загрузкой заготовок;
3) расходом топлива до 5–12% от массы нагреваемого металла;
4) непрерывной загрузкой заготовок и расходом топлива до 5–12% от массы нагреваемого металла.
|
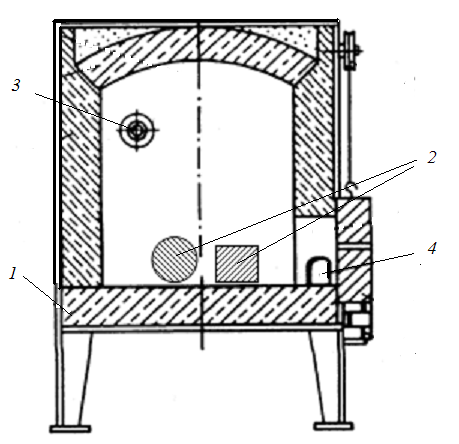
16. На рисунке изображено:
|
|
|
1) электроконтактное нагревательное устройство; 2) индукционное нагревательное устройство; 3) камерная печь; 4) схема индукционного нагрева; 5) методическая печь.
|
17. Методическая печь характеризуется:
1) периодической загрузкой заготовок и расходом топлива до 5–12% от массы нагреваемого металла;
2) непрерывной загрузкой заготовок;
3) расходом топлива до 10–30% от массы нагреваемого металла;
4) непрерывной загрузкой заготовок и расходом топлива до 10–30% от массы нагреваемого металла.
|
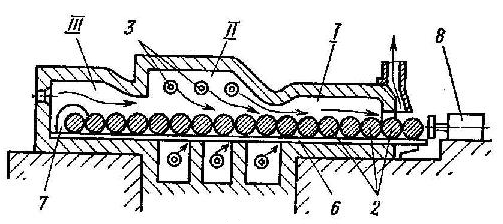
18. На рисунке изображено:
|
|
|
1) электроконтактное нагревательное устройство; 2) индукционное нагревательное устройство; 3) камерная печь; 4) схема индукционного нагрева; 5) методическая печь.
|
|
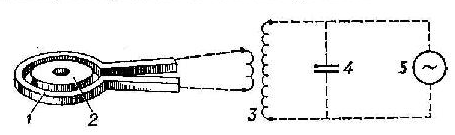
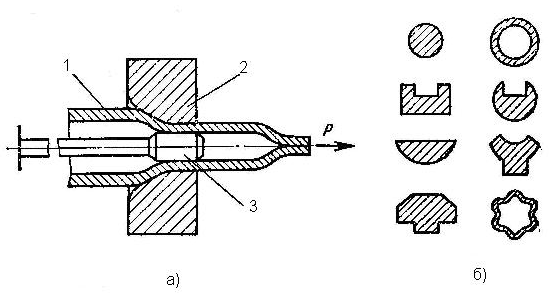
19. На рисунке изображено:
|
|
|
1) электроконтактное нагревательное устройство; 2) индукционное нагревательное устройство; 3) камерная печь; 4) схема индукционного нагрева; 5) методическая печь.
|
|
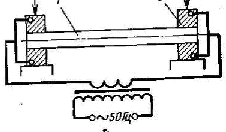
20. На рисунке изображено: |
|
|
1) электроконтактное нагревательное устройство; 2) индукционное нагревательное устройство 3) камерная печь; 4) схема индукционного нагрева; 5) методическая печь.
|

|
21. На рисунке изображено: |
|
|
1) электроконтактное нагревательное устройство; 2) индукционное нагревательное устройство 3) камерная печь; 4) схема индукционного нагрева; 5) методическая печь. |
|
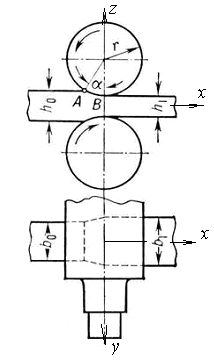
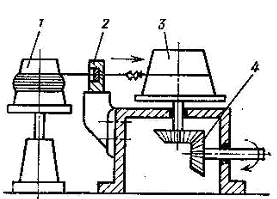
22. На рисунке изображена: |
|
|
1) схема продольной прокатки; 2) схема винтовой прокатки; 3) схема поперечной прокатки; 4) схема бесслитковой прокатки. |
|
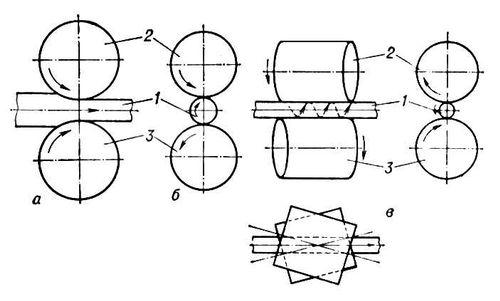
23. На рисунке изображена: |
|
|
1) схема продольной прокатки; 2) схема винтовой прокатки; 3) схема поперечной прокатки; 4) схема бесслитковой прокатки.
|
|
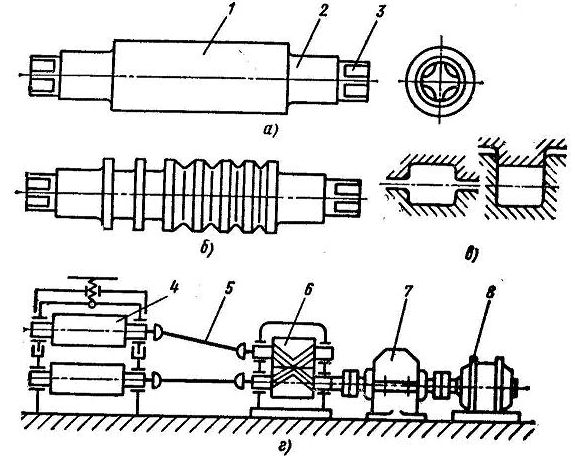
24. На рисунке изображены следующие элементы прокатного валка: |
|
|
1) трефы; 2) калибры; 3) бочка; 4) шейки; 5) ручьи. |
|
|
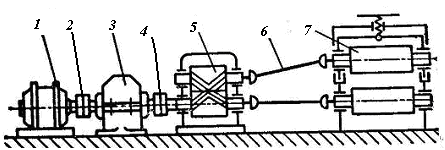
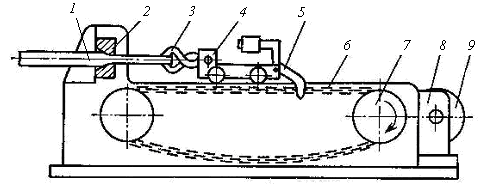
25. На рисунке изображена: |
|
|
1) схема волочения; 2) схема барабанного волочильного стана; 3) схема цепного волочильного стана; 4) схема прокатного стана.
|
|
|
26. На рисунке изображена: |
|
|
1) схема волочения; 2) схема барабанного волочильного стана; 3) схема цепного волочильного стана; 4) схема прокатного стана. |
|
27. На рисунке изображена: |
|
|
1) схема волочения; 2) схема барабанного волочильного стана; 3) схема цепного волочильного стана; 4) схема прокатного стана. |
|
28. На рисунке изображена: |
|
|
1) схема волочения; 2) схема барабанного волочильного стана; 3) схема цепного волочильного стана; 4) схема прокатного стана.
|
29. Механическая обработка металлов путем обжатия между вращающимися валками с целью уменьшения сечения слитка или заготовки и придания им заданной формы (профиля) – это:
1) прессование (выдавливание);
2) волочение;
3) прокатка;
4) штампование (штамповка);
5) ковка.
30. Протягивание заготовки через соответствующее отверстие при уменьшении площади поперечного сечения заготовки и увеличении ее длины – это:
1) прессование (выдавливание);
2) волочение;
3) прокатка;
4) штампование (штамповка);
5) ковка.
31. Придание металлу формы путем выдавливания его из замкнутого объема (контейнера) через канал, образуемый инструментом, – это:
1) прессование (выдавливание);
2) волочение;
3) прокатка;
4) штампование (штамповка);
5) ковка.
32. Способ обработки металлов давлением, при котором инструмент оказывает многократное, прерывистое воздействие на нагретую заготовку, в результате чего она, деформируясь, постепенно приобретает заданные форму и размеры – это:
1) прессование (выдавливание);
2) волочение;
3) прокатка;
4) штампование (штамповка);
5) ковка.
33. Способ обработки металлов давлением, при котором формообразование нагретой заготовки осуществляют с помощью специального инструмента – штампа, в результате чего она, деформируясь, постепенно приобретает заданные форму и размеры – это:
1) прессование (выдавливание);
2) волочение;
3) прокатка;
4) штампование (штамповка);
5) ковка.
34. Операция получения полостей за счет вытеснения металла называется:
1) осадкой;
2) высадкой;
3) прошивкой;
4) ковкой;
5) горячей объемной штамповкой.
35. Операцию обработки давлением, при которой уменьшается высота исходной заготовки при одновременном увеличении площади ее поперечного сечения называют:
1) осадкой;
2) высадкой;
3) прошивкой;
4) ковкой;
5) горячей объемной штамповкой.
36. Вид обработки металлов давлением, при котором формообразование поковки из нагретой заготовки осуществляют с помощью специального инструмента – штампа и при котором в конечный момент штамповки металл занимает всю замкнутую полость штампа в соответствии с конфигурацией поковки, называют:
1) осадкой;
2) высадкой;
3) прошивкой;
4) ковкой;