

Автоматизація заливки форм
Для комплексної механізації і автоматизації високопродуктивних ливарних поточних ліній необхідна автоматизація заливки.
Заливка металу в форму пов’язана з точним дозуванням металу, виконується в умовах підвищених тепло- і газовиділень. Рабітники-заливальники підвергаються впливу інтенсивного теплового вилучення, шкідливих парів і газів, які виділяються з форм при заливці. Існує небезпека викидання металу з форм. При механізації та автоматизації процесу заливки металу основна увага повинна приділятися виведенню людини з небезпечної зони, звільненню її від важкої фізичної праці і теплового навантаження.
Головне питання при автоматизації заливки – забезпечення подачі точно відміреної дози металу в форму спеціальним заливальним пристроєм.
Автоматизовані заливальні установки класифікують по слідуючим признакам:
-
По роду заливаємого металу
- чорні метали,
- алюміній,
-
легкоплавкі кольорові метали;
2. По характеру переміщення об’єкту заливки
- безперервне переміщення,
- пульсуюче переміщення,
- стаціонарна заливка;
3. По принципу дозування
- електромеханічне,
- впливом на метал тиском або вакуумом,
- електромагнітне і комбіноване.
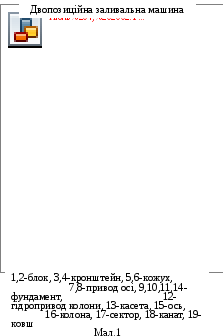
1. Електромеханічна стаціонарна заливальна установка
Електромеханічна стаціонарна заливальна установка порівняно проста по
конструкції. В якості подаючих системи вона містить поворотні або стопорні ковші або заливальні жолоби різних типів. Витрати рідкого металу регулюють поворотом ковша. Найбільш проста по конструкції – двох-трипозиційна заливальна машина.(Мал.1)
ПРИНЦИП ДІЇ:
Мостовим краном привозять ковші з металом і встановлюють в касету консолі. Гідроциліндр повертає раму на 180о і ківш розміщається над формою, яка переміщається візковим конвеєром. При зупинці візка вмикається гідроциліндр піднімання штанги, яка піднімається вгору, натягує трос, який з’єднаний з сектором, і ківш нахиляється. Іде заливка порції металу.
Точність дозування металу при заливці визначається відповідним кутом повороту ковша. В випадку використання секторного ковша цей кут постійний при постійній дозі заливаємого металу і повороту ковша навколо вісі.
 При
заливці з конусного або барабанного
ковша кут його повороту не постійний,
але також легко визначається геометричною
будовою в залежності від співвідношення
розмірів ковшів.
При
заливці з конусного або барабанного
ковша кут його повороту не постійний,
але також легко визначається геометричною
будовою в залежності від співвідношення
розмірів ковшів.
З метою точного дозування заливаємого метала використовують також системи, в яких вміст ковша відповідає одній заливаємій порції метала. Такі системи використовують при заливці форм на автоматичних лініях масового і крупносерійного виробництва, коли металомісткість форм постійна, і при заливці кокільних форм і прес-форм при литві під тиском.
Після дозування відключають гідроциліндр, який опускає штангу вниз, трос звільняє гнучкий сектор і ківш повертається в вихідне положення. Візок з формою переміщається на один крок і зупиняється, іде заливка наступної форми.
В той час як на одній позиції машини метал заливають у форми, на протилежній міняють ковші - знімають краном порожній і встановлюють повний. При закінченні металу в ковші приводом повертають вісь на 180о, іде заміна ковшів. Точність установки машини відносно форми регулюється болтами.
ПЕРЕВАГИ:
-
простота конструкції,
-
зниження трудомісткості операції заливки,
-
покращення умов роботи заливальника.
НЕДОЛІКИ:
1) ненадійна система дозування,
2) великі габарити,
3) небезпечність в обслуговуванні,
4) необхідна зупинка конвеєра для заливки.
2. Автоматична пересувна заливальна установка
П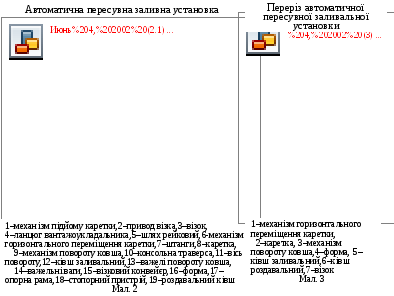 ризначена
для високопродуктивної лінії з
конвеєром, який рухається безперервно.
(Мал.2,3)
ризначена
для високопродуктивної лінії з
конвеєром, який рухається безперервно.
(Мал.2,3)
ПРИНЦИП ДІЇ:
Рідкий метал електросталлю підвозиться до установки в ковшах місткістю 1 т і заливається в роздавальні барабанні ковші місткістю 1,5 т. Верхній і нижній рівні металу в проміжному барабанному ковші контролюються електроконтактними перетворювачами. Ківш футерується шамотною цеглою. Товщина футерівки 145-150 мм. Стопорний отвір проміжного ковша знаходиться поза ливарним конвеєром на випадок прориву металу. Привідний візковий консоль подає розпивочний ківш під стопорний отвір, при цьому механізмами піднімання і горизонтального переміщення сполучають носок заливального ковша з отвором стопорного стакана. Швидкість руху візка при включеному власному приводі в 3-5 раз біліше швидкості руху ливарного конвеєра. Піднімається стопор и метал заповнює заливальний ківш, доза відміряється на шкалі важільних вагів. Команда на припинення заливки подається ваговим перетворювачем при досягненні раніш установленої оператором ваги. Стопор закриває стакан і каретка з прискоренням, обганяючи конвеєр, переміщується над візковим конвеєром до не залитої форми. По центру візка проходить ланцюг привода вантажоукладальника ливарного конвеєра. Рух цього ланцюга відбувається строго синхронно руху ливарного конвеєра. Ланцюг обладнаний кулачками, які розміщені строго по вісі ливарних форм. При сполученні носка заливального ковша з ливниковою чашею форми, опускається кулачок на ланцюг вантажоукладальника, а привід візка відключається, і візок починає рухатися синхронно з конвеєром. Включається механізм перевертання ковша і відбувається заливка форми. Доза відміряється шкалою вагового перетворювача, який подає команду на припинення заливки і привід повертає ківш в неробоче положення. Кулачок відокремлюється від ланцюга вантажоукладальника і каретка приводом переміщається назустріч конвеєру до наступної форми. Цикл повторюється до спорожнення заливального ковша.
ПЕРЕВАГИ:
1) не потрібна зупинка конвеєра для заливки,
2) зниження трудомісткості операції заливки,
3) покращення умов роботи заливальників,
4) простота дозування,
5) висока продуктивність.
НЕДОЛІКИ:
1) складність конструкції,
2) велика довжина заливальної дільниці,
3) дороге пристосування.
3. Пневматичні заливальні установки
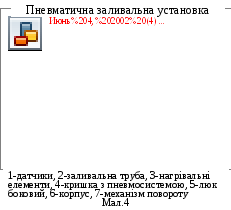 Пневматичні
заливальні установки (Мал.4) широко
використовуються при литві як чорних
сплавів на автоматичних лініях, так і
кольорових сплавів на кокільних машинах
і машинах для литва під тиском. Дозатор
алюмінієвих сплавів призначений для
дозування 0,2-50 кг при точно фіксуючому
положенні приймальника метала, наприклад,
з машиною для литва під тиском або
кокільною машиною в автоматичному
режимі.
Пневматичні
заливальні установки (Мал.4) широко
використовуються при литві як чорних
сплавів на автоматичних лініях, так і
кольорових сплавів на кокільних машинах
і машинах для литва під тиском. Дозатор
алюмінієвих сплавів призначений для
дозування 0,2-50 кг при точно фіксуючому
положенні приймальника метала, наприклад,
з машиною для литва під тиском або
кокільною машиною в автоматичному
режимі.
ПРИНЦИП ДІЇ:
Корпус печі представляє собою зварний кожух, всередині якого знаходиться футерована ванна з електричним нагрівачем. В ванну при відкритій кришці подають метал, закривають кришку герметично і подають тиск на дзеркало метала, коли форма зупиниться під зливною трубою. Під тиском метал піднімається по зливній трубі, голка-рівнемір подає команду на включення реле часу, яке регламентує заливаєму дозу метала. Після закінчення завданого часу відкривається вихлопний клапан, тиск повітря знижується і метал повертається в ванну. Під’їжджає наступна форма і цикл повторюється. Після спорожнення ванни відкривається боковий люк, механізм повороту повертає корпус на 45-60о С і залишки металу, шлаку зливають.
ПЕРЕВАГИ:
1) простота конструкції,
2) простота дозування,
3) повна автоматизація операції заливки,
4) здійснюється закрите транспортування металу в форму,
5) покращення умов роботи заливальника,
6) завдяки підігріву немає теплових втрат.
НЕДОЛІКИ:
1) великі габарити,
2) знижається продуктивність, так як необхідно зупиняти конвеєр для заливки,
3) необхідний захисний шлак або інертні гази.