

Приспособления для крепления резцов
Резцы устанавливают в приспособлении, например, в резцовую головку, в двухповоротных тисках, на подручнике и др., которое в свою очередь, закрепляется на суппорте универсально – заточного станка.
Резцовые головки устроены таким образом, что закрепленные в них, резцы можно поворачивать не в главной и вспомогательной секущих плоскостях, в которых рассматриваются углы α, γ, α1, γ1, a в продольной АА (параллельной оси резца) и поперечной ББ (перпендикулярной оси резца) плоскостях
(Рис. 14).
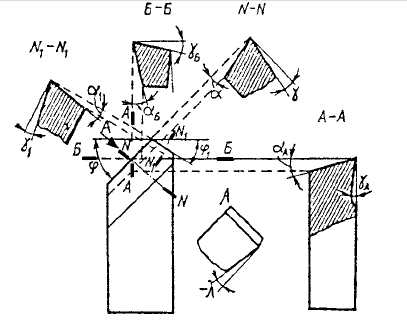
Рис. 14 – Плоскости заточки резцов
В рабочих чертежах обычно указывают углы резца α, γ и α1, лежащие соответственно в плоскостях NN и N1N1. Однaкo для заточки резцов необходимо знать углы αА и γА в продольной плоскости АА и углы αБ и γБ в поперечной плоскости ББ.
На основании геометрических построений выведены следующие формулы:

Формулы (7) и (8), выведены для положительного угла наклона режущей кромки (λ>0) для отрицательного угла (λ<0) формулы будут иметь обратные знаки, т е.

Аналогично выведены формулы для задних углов

Настройка станка и последовательность заточки резцов
При заточке резцов выдерживается следующая последовательность:
1) заточка
а) заточка главной задней поверхности под углом α (Рис. 15а);
б) заточка вспомогательной задней поверхности под углом α1 (Рис 15б);
в) заточка передней поверхности под углом γ (Рис. 15в)
2) доводка
а) доводка фаски лезвия по главной задней поверхности α;
б) доводка фаски лезвия по вспомогательной задней поверхности α1;
в) доводка фаски лезвия по передней поверхности γ;
г) доводка радиуса вершины (Рис 15 г).
Установка резца на подручнике показана на рисунке 15.

Рис. 15 – Схема установки резца на подручнике
Технологический процесс заточки и доводки прямого проходного резца сечением 40×25 мм, оснащенного пластиной из твердого сплава (вариант абразивно-алмазной обработки) приведен в таблице 1 с указанием характеристики абразивного инструмента и режимов резания.
Таблица 1
Технологический процесс заточки и доводки резца
|
Операция |
Эскиз |
Характеристики круга |
Режим обработки |
||
|
νк,м/с |
Sпр, м/с (м/мин) |
S2t, мм/дв. ход |
|||
|
Заточка главной задней поверхности по сталь- ному корпусу (α + 5°) |
|
ЧЦ 15А 50 С1 6 К8А |
25 |
0,05 (3) |
0,05 |
|
Заточка вспомогатель- ной задней поверхности по стальному корпусу (α1 + 5°) |
|
ЧЦ 15А 50 С1 6 К8А |
25 |
0,05 (3) |
0,05 |
|
Предварительная заточка главной задней поверхности по пластине из твердого сплава (α + 3°) |
|
ЧЦ 63С 40 СМ2 5 КЗА |
10 |
0,1 (6) |
0,05 |
|
Предварительная за- точка вспомогательной задней поверхности по пластине из твердого сплава (α1 + 3°) |
|
ЧЦ 63С 40 СМ2 5 КЗА |
|||
|
Предварительная заточка передней поверхности (γ = 10°) |
|
ЧЦ 63С 40 СМ2 5 КЗА |
|||
|
Доводка фаски лезвия на главной задней поверхности (α = 5°) |
|
12A2 – 45° AC2 80/63 M1-01 100 % |
30 |
0,01 (0,7) |
0,01 |
|
Доводка фаски лезвия на вспомогательной задней поверхности (α1 = 5°) |
|
12A2 – 45° AC2 80/63 М1-01 100 % |
30 |
0,01 (0,7) |
0,01 |
|
Доводка фаски лезвия на передней поверхности (γ = -5°) |
|
12А2 – 45° АС4 63/50 М2-01 100 % |
30 |
0,01 (0,7) |
0,01 |
|
Доводка радиуса вершины |
|
||||








