

Методика определения устойчивости технологического процесса
-
Выбирают партии изделий для контроля в начале и в конце периода (например: смены).Определяют средние значения 1-й и 2-й партий.
2. Рассчитывают среднеквадратичное значение по формуле (3).
3. По формуле =n1+n2-2 вычисляют количество степеней свободы.
4. Из табл.1 определяют среднее значение частичной совокупности от среднего значения общей совокупности. Следовательно, ts=ts. Величина t зависит от уровня значимости , в машиностроении принимают уровень значимости 0,05 или 0,01.
Таблица 1
Распределение Стьюдента
|
|
Уровни
0.05 |
значимости
0.01 |
Число степеней свободы |
Уровни
0.05 |
значимости
0.01 |
|
1 |
12,71 |
63,66 |
10 |
2,23 |
3,17 |
|
2 |
4,30 |
9,92 |
12 |
2,18 |
3,06 |
|
3 |
3,18 |
5,84 |
15 |
2,13 |
2,95 |
|
4 |
2,78 |
4,60 |
20 |
2,09 |
2,85 |
|
5 |
2,57 |
4,09 |
25 |
2,06 |
2,79 |
|
6 |
2,45 |
3,71 |
30 |
2,04 |
2,75 |
|
8 |
2,31 |
3,36 |
|
|
|



 Число
степеней свободы
Число
степеней свободы
5. Сравнивают разницу средних значений двух выборок с расчётной величиной.
Порядок выполнения работы
Поскольку лабораторная работа носит учебный характер реальные партии выборок можно промоделировать на ПЭВМ.
1. Запустить с «рабочего стола» - ярлык с именем МОДЕЛЬ. В соответствующие ячейки таблицы ввести Фамилию И.О. , группу, требуемое значение исследуемой величины.
2. Распечатать полученную таблицу.
Вручную произвести расчёт всех исследуемых параметров и сделать выводы о стабильности технологического процесса.
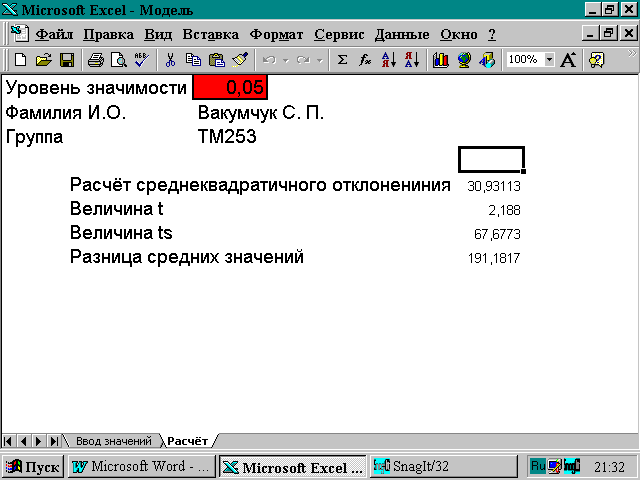
,3. Переключиться на лист с именем «Расчёт» (см. Рис. 2), сравнить «ручной» расчёт с расчётом на ПЭВМ, предварительно введя в соответствующую ячейку уровень значимости.
Рис.2. Программа «МОДЕЛЬ
Содержание отчёта
-
1. Распечатка задания.
2. Расчеты без применения ПЭВМ.
-
3. Распечатка расчётов на ПЭВМ.
4. Выводы.
Контрольные вопросы
-
Для чего необходимо определение статистической погрешности технологического процесса?
-
Как определяется среднеквадратичное отклонение и дисперсия технологических параметров?
-
Как определяется количество степеней свободы для сравнения двух выборок?
-
Что такое уровень значимости для статистических выборок?
-
Как делаются выводы о стабильности технологического процесса?
Лабораторная работа № 2 Исследование графика замены элементов оборудования методом имитационного моделирования
Цель работы: Изучить на примере метод имитационного моделирования;
научиться составлять графики обслуживания оборудования на основании результатов имитационного моделирования.