

-
-
14. Изготовление форм глубокой печати (способы изготовления - пигментный, беспигментный, автотипный, гравирование; особенности процессов).
-
Пигментный способ основан на применении пигментной бумаги, которую предварительно очуствляют солями хромовой кислоты. Пигмент, содержащийся в бумаге, позволяет следить за равномерностью распределения солей хромовой кислоты в желатиновой основе.
-
Стадии процесса:
-
1. экспонирование пигментной бумаги через раствор;
-
2. экспонирование через тоновый диопозитив;
-
3. прикатка пигментной бумаги к формному цилиндру (вода подается по обраованию цилиндра, желатиновый слой начинает разбухать, а участки прожелированного слоя прилегают к металлической пов-ти, участки непрожелированного слоя вымываются водой, происходит отделение от основы);
-
4. травление ( осушение р-ром хлорного железа);
-
5. очистка пов-ти ФЦ от остатков копировального слоя;
-
6. полировка пов-ти ФЦ (хромирование).
-
Автотипный способ более простой, однако передача градации осуществляется не за счет глубины печ. эл-ов, а за счет площади.
-
Стадии процесса:
-
1. нанесение копировального слоя на пов-то ФЦ ( в центрифугах);
-
2. экспонирование через растровый диопозитив;
-
3. травление.
-
Гравирование педусматривает считывание изображения оптической сис-мой с оригинала. Подается на алмазный резец, и в зав-ти от тональности алмазный резец будет глубже врезаться в пов-ть цилиндра.
-
15. Основы печатного процесса ( классификация, обобщенная технологическая схема, изменения в схеме плоской офсетной печати, давление печати, закрепление краски, показатели качества).
-
В основе лежат физико-хим. взаимодействия м/у печатной краской и запечатываемым материалом.
-
Печатные процессы классифицируют:
-
По методу печати:
-
а. контактный ( взаимодействие идет м/у формой и запечатываемым материалом, пример - высокая и глубокая печать);
-
б. бесконтактный;
-
в. продавливание ( краска переносится сквозь печатную форму, пример - все цифровые способы печати и плоская офсетная). Пример продавливания - трафаретная и ризография.
-
По принципу:
-
а. прямая;
-
б. косвенная (исп. промежуточные валики и цилиндры).
-
Существует схема печатного процесса, которая является основой.
-
Подача бумаги Подача краски
-
Взаимод. печ. формы, краски и бумаги под давлением
-
Расщипление красочного слоя при снятии давления
-
Вывод отпечатанных оттисков
-
Изменения в ПОП.
-
Подача увл. р-ра Подача краски
-
Взаимод. ПФ, увл. р-ра и краски м/у собой
-
Переход краски и увл. р-ра на офсетное полотно под давлением
-
Расщипление красочного слоя при снятии давления Подача бумаги
-
Взаимод. краски, увл. р-ра и бумаги под давлением
-
Расщипление красочного слоя при снятии давления
-
Вывод отпечатанных оттисков
-
Для получения оттиска обязательным является создание давления. В классических способах самое большое давление в высокой печати. Высокое давление приводит к видоизм. печатных эл-ов.
-
Поскольку св-ва пов-ти разные, происходят разные механизмы закрепления краски - противоотмарывающие порошки, кот. свзяывают краску на пов-ти, дополнительная секция сушки, закрпеление краски в частотных полях.
-
16.Общие сведения о печатных машинах (классификация печатных машин, укрупненная схема печатной машины, конструктивные особенности печатных машин разных способов печати).
-
Классификация печатных машин
-
Все печатные машины делят по следующим признакам:
-
по виду бумаги: рулонные и листовые;
-
по красочности: однокрасочные (схема печати 1+0), обычные двухкрасочные (схема печати 2+0) и дуплексные (с переворотом, схема печати 1+1), много красочные (печатающие в 4 и более краски);
-
по виду печати: высокой печати, глубокой печати, плоской печати.
-
по способу печати: прямые и офсетные;
-
по геометрии формной и давящей поверхности: тигельные, плоскопечатные, ротационные.
-
-
тигельные
-
-
Основной недостаток тигельных машин — малая площадь запечатываемого листа. В этих машинах необходимо обеспечить равномерное давление по всей формной поверхности, что вызывает большие энергозатраты, поэтому такие машины больше чем на формат 40×50 см не производились.
-
-
ПЛОСКОПЕЧАТНЫЕ
-
Формная поверхность — плоская, а давящая — в форме цилиндра. Такие машины низкопроизводительны, их производительность выше, чем тигельных, но не достаточно. Нашли наибольшее применение в технологии пробной печати благодаря сокращенному циклу настроек. Технология пробной печати используется для контроля качества цветоделения, растрирования, т. е. для допечатных процессов.
-
-
РОТАЦИОННЫЕ
-
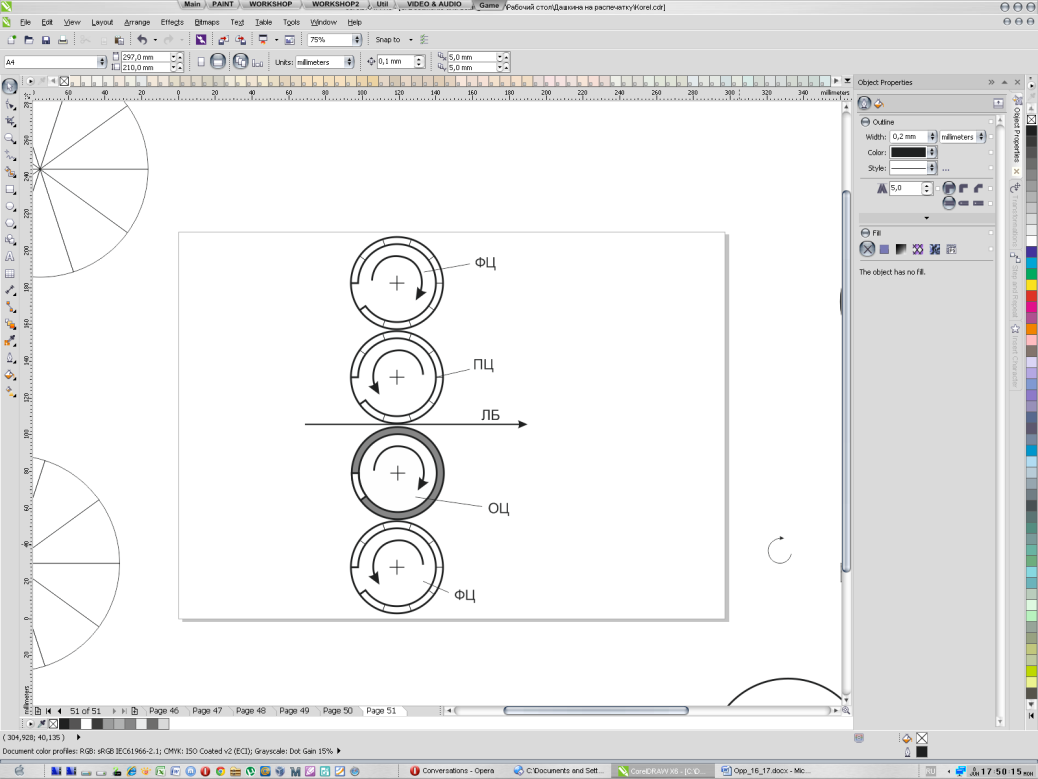
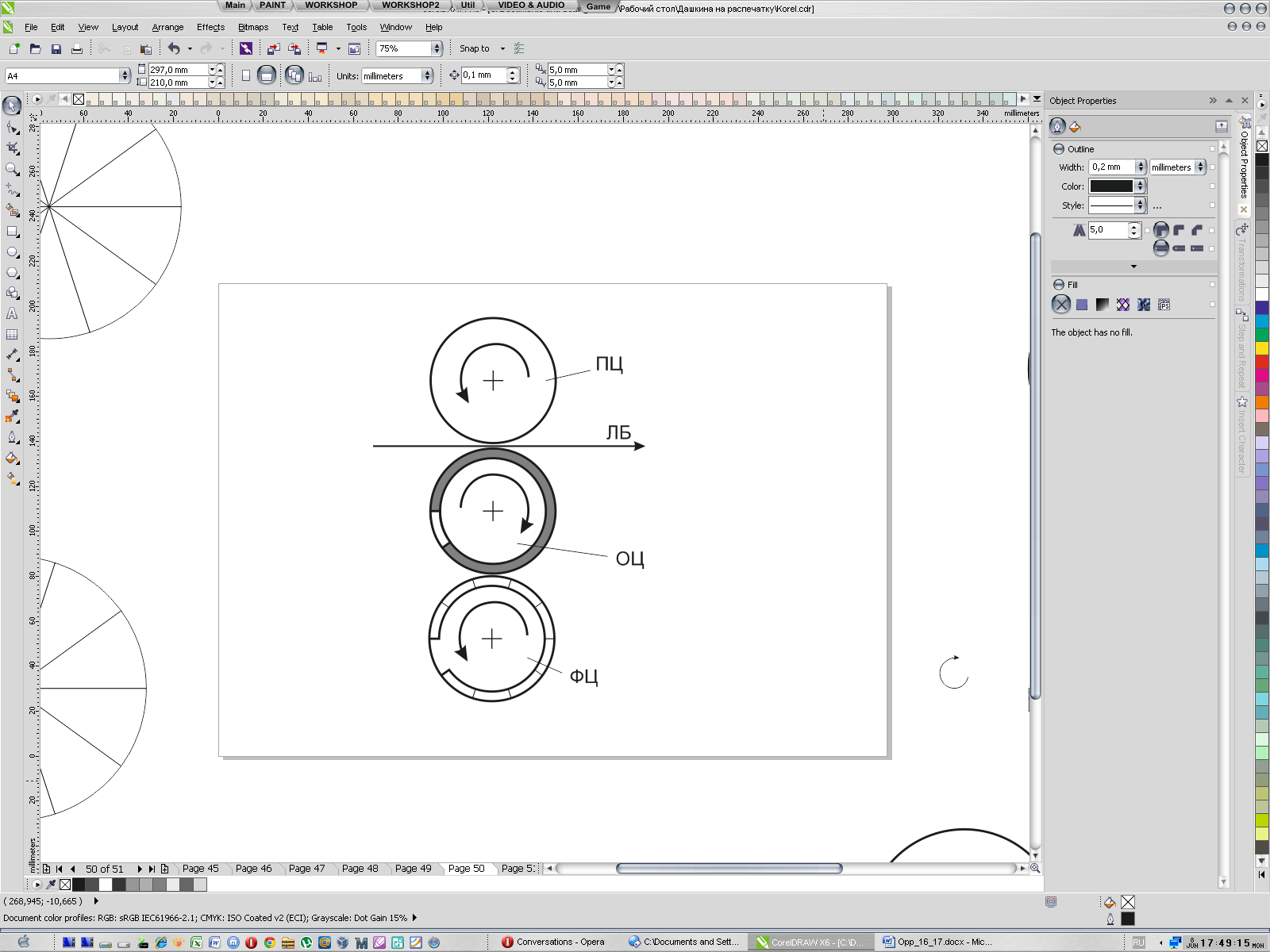
Ротационная система позволила автоматизировать печатный процесс. Это высокопроизводительное оборудование, максимальная скорость печати достигает 120 оттисков в минуту. Ротационные печатные аппараты по количеству цилиндров и их положению разделяют на:
-
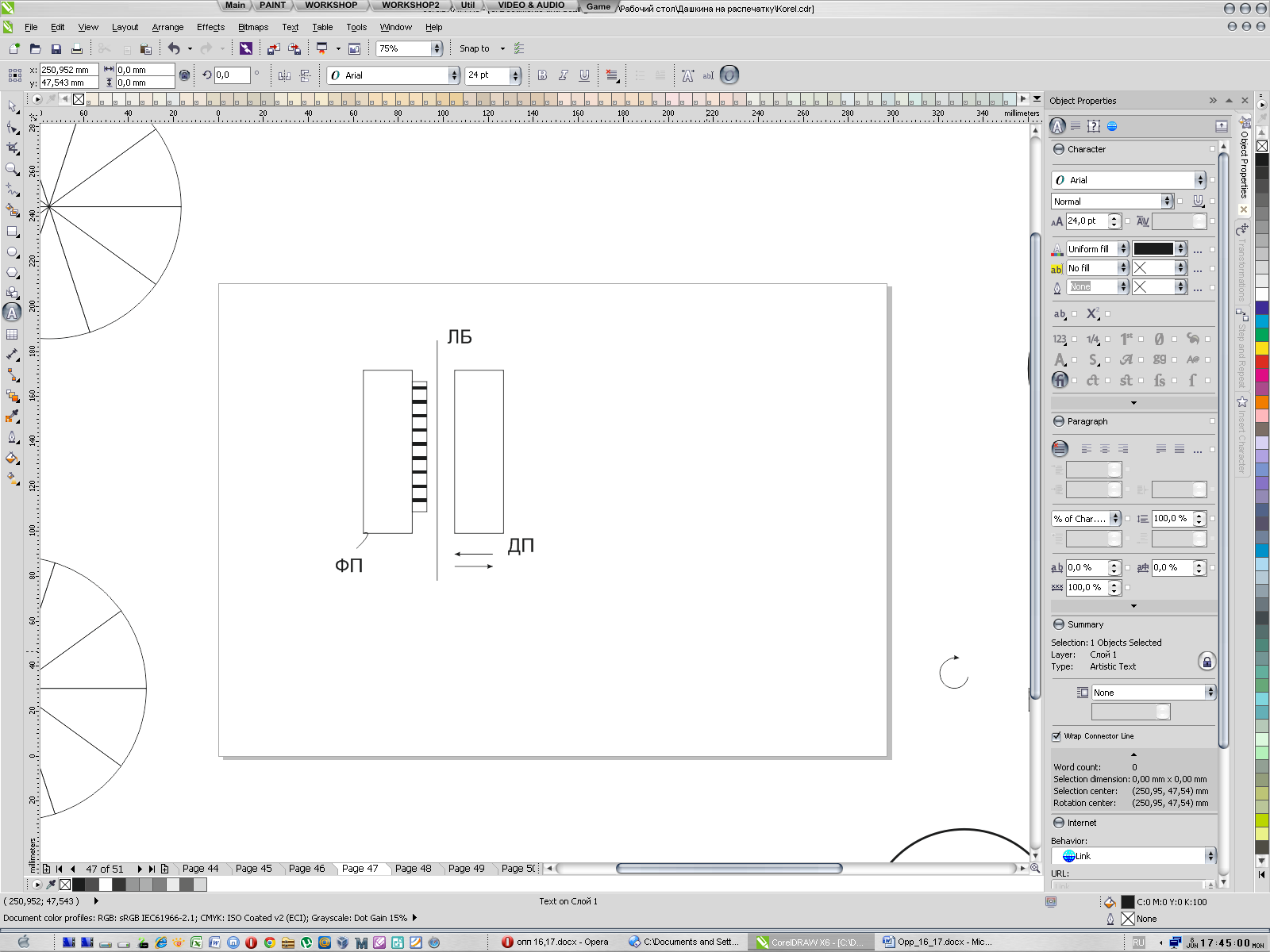
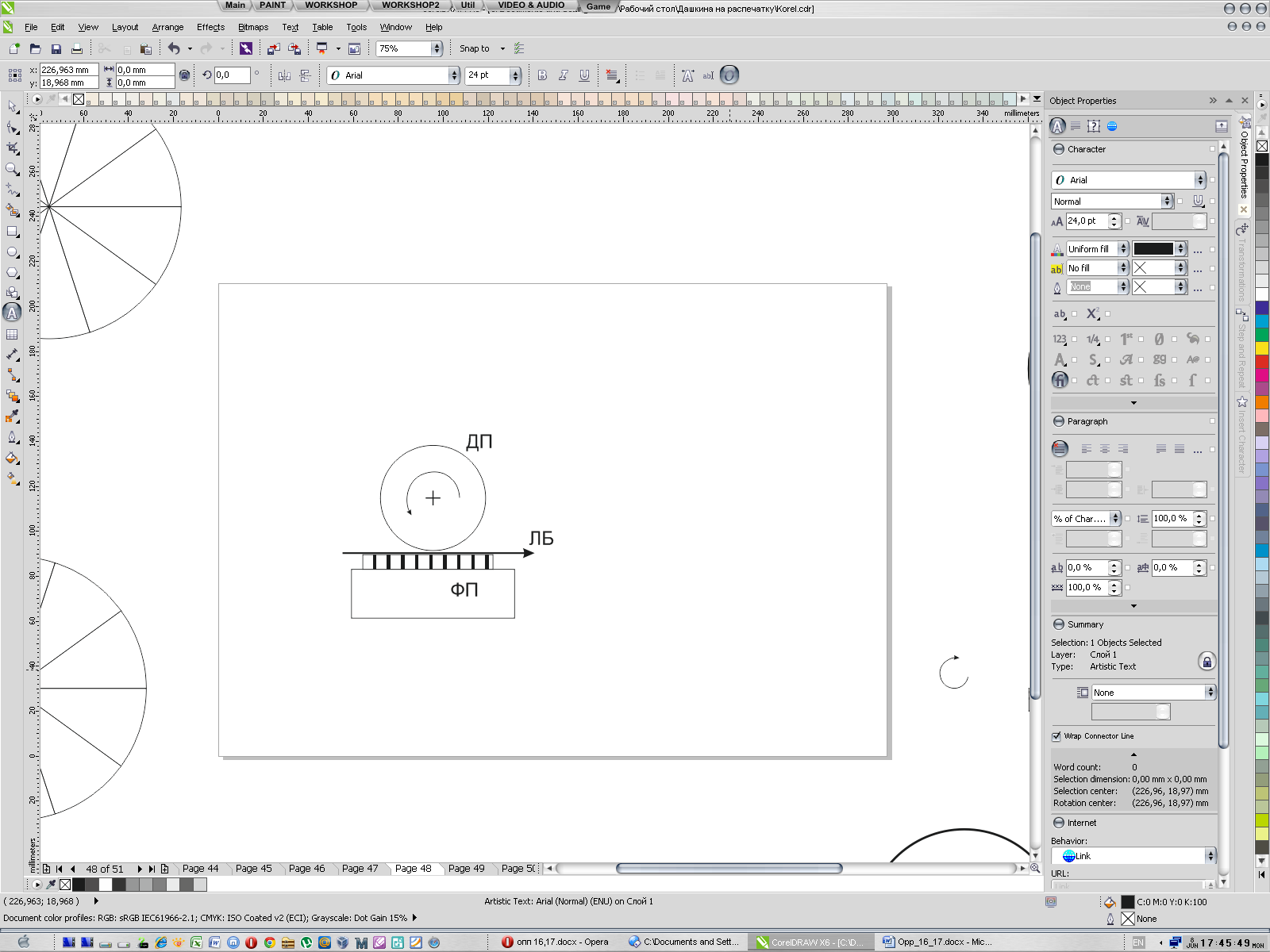
двухцилиндровые— применяются при высокой и глубокой печати;
-
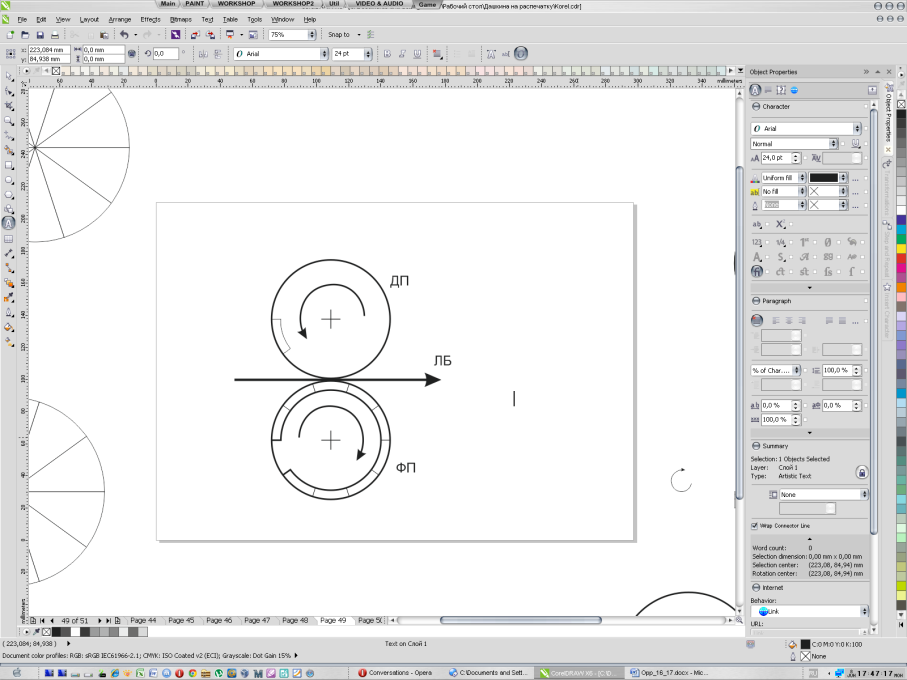
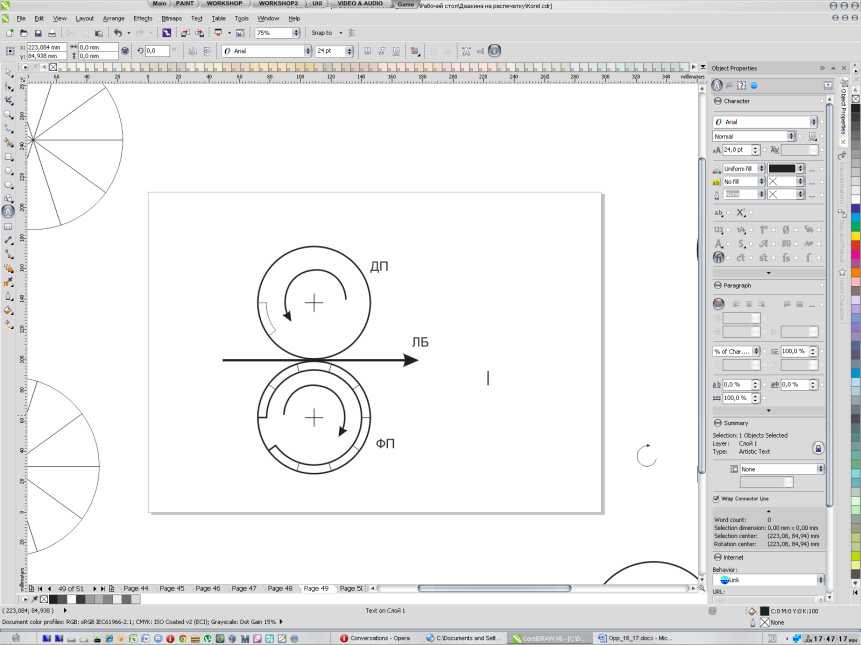
трехцилиндровые.
-
четырехцилиндровые.
-
в четырехцилиндровых системах печатный цилиндр отсутствует. вместо него роль прижима играют два офсетных цилиндра. четырехцилиндровые системы позволяют запечатывать лист бумаги сразу с двух сторон. используются в рулонных машинах.
-
планетарные. бывают пяти- и девятицилиндровые.
-

-
печать производится сразу двумя красками. часто такие системы используют в трафаретной и тампопечати. В девятицилиндровых печать производится сразу четырьмя красками.
-
сателлитная.
-
печать производится двумя красками. формирование изображения происходит на офсетном цилиндре. смешанные две краски с офсетного цилиндра передаются на лист бумаги. такая система используется в орловской печати при изготовлении ценных бумаг.
-
-
6. По построению:
-
секционное построение (4+0)
-
 ,
,
-
башенного типа— 4+4,
-
-
ярусного типа— 4+4.
-
-
Машины башенного и ярусного типа применяются для печати газет, секционное построение используется для изготовления книжно-журнальной продукции.
-
7. По степени автоматизации: ручные, полуавтоматические, автоматизированные, автоматические поточные линии. В ручных все процессы выполняются вручную, в полуавтоматических зарядка бумаги, форм, офсетных полотен, подача краски производится вручную, сам процесс печати автоматизирован. Автоматизированные — автоматизирована зарядка форм, осуществляется контроль за подачей краски и увлажняющего раствора по специальным программам с использованием датчиков. На выходе оттиск контролируется печатником на специальном столе по специальной программе. Автоматические поточные линии предусматривают не только печать тиража, но и изготовление книг и брошюр, как правило, в мягкой обложке.
-
8. По объемам производства: малые, средние, большие. Малые — скорость печати до 5000 оттисков в час, средние — от 5 до 10 тысяч оттисков в час, большие — свыше 10 тысяч оттисков в час.
-
9. По формату: малоформатные (как правило, 30×50 см), среднеформатные (ширина до 70 см), большого формата (ширина свыше 70 см), двойниковые (когда печать производится сразу с двух ручьев).
-
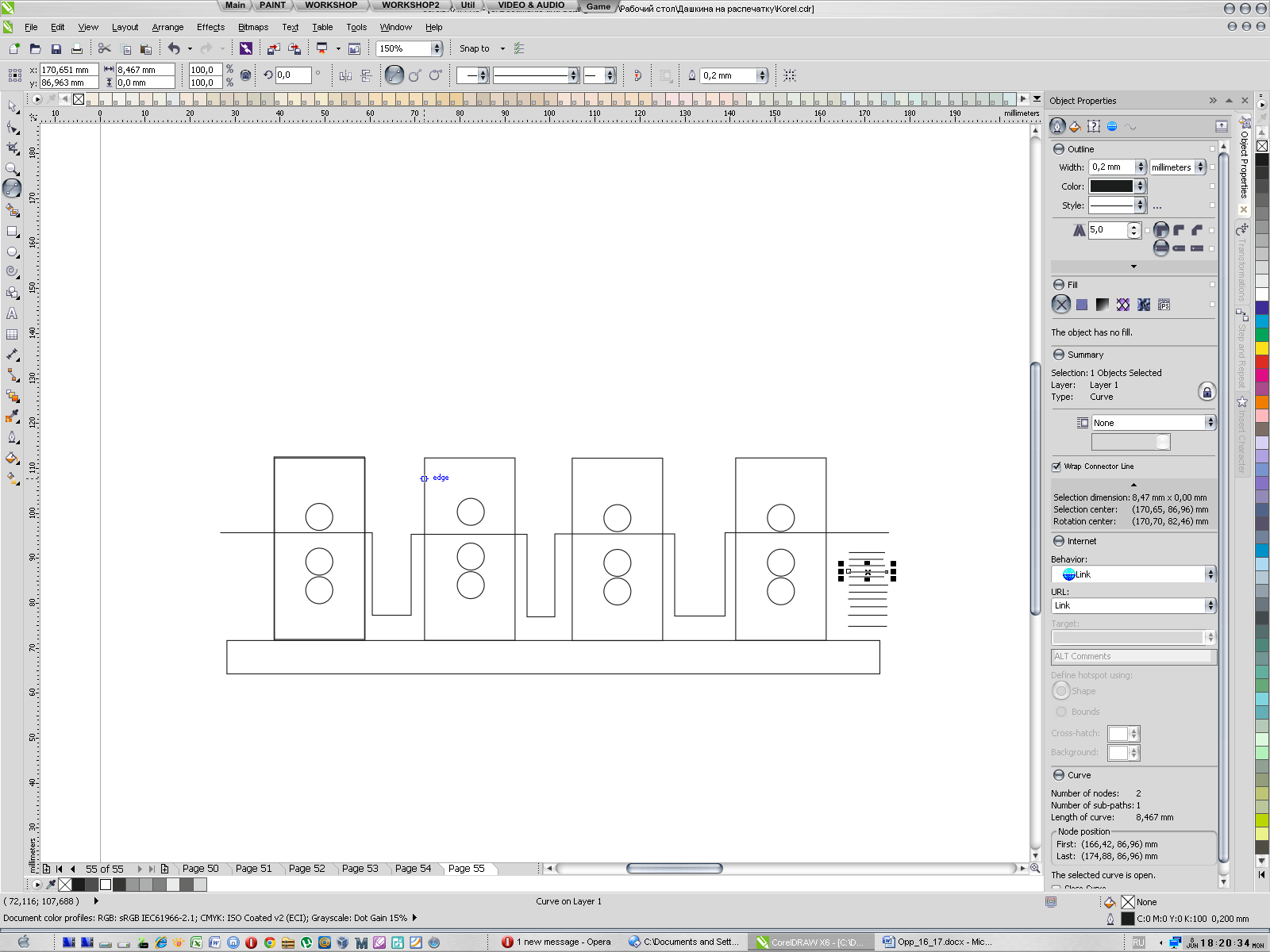
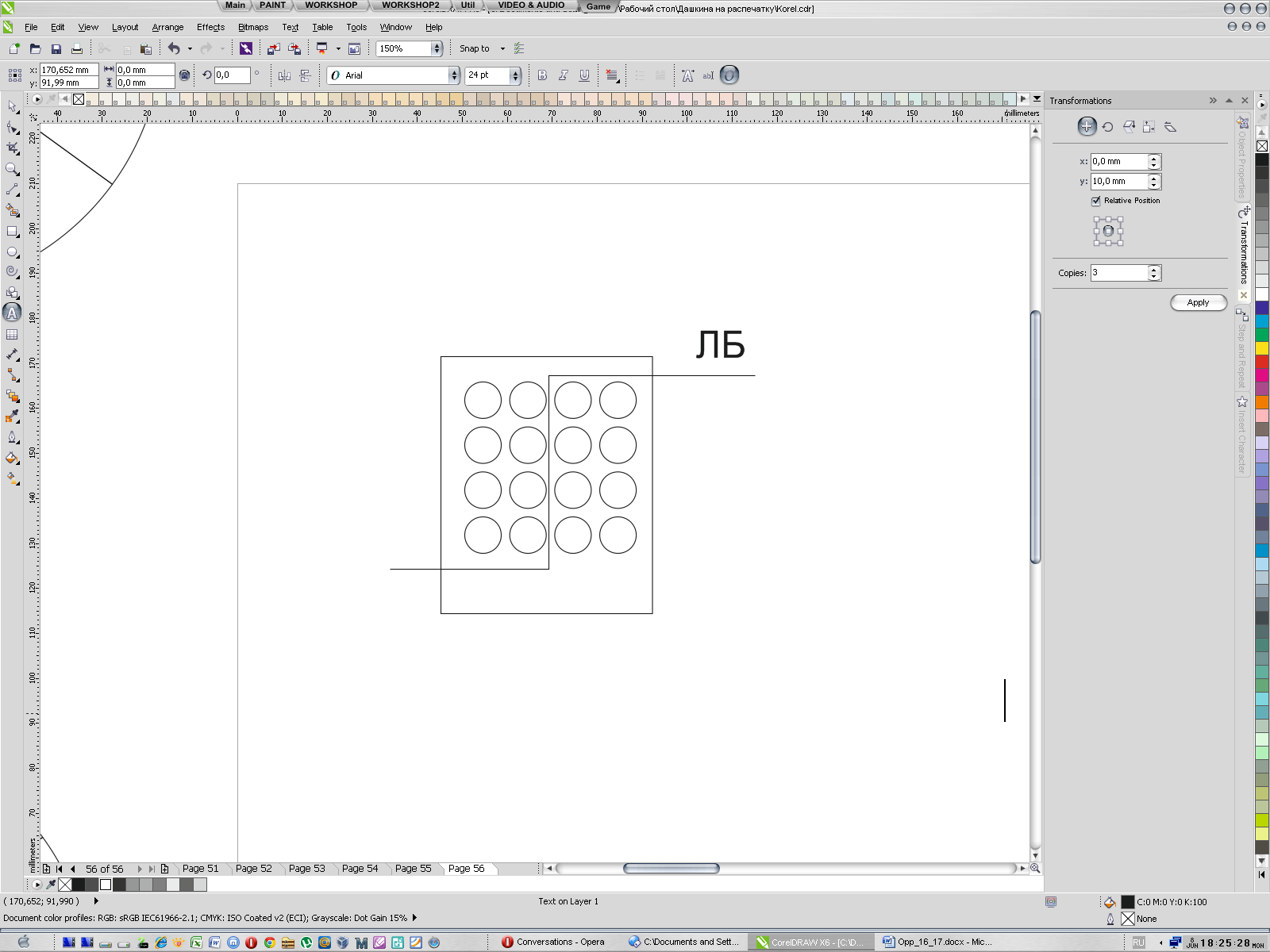
УКРУПНЕННАЯ СХЕМА ПЕЧАТНОЙ МАШИНЫ
-
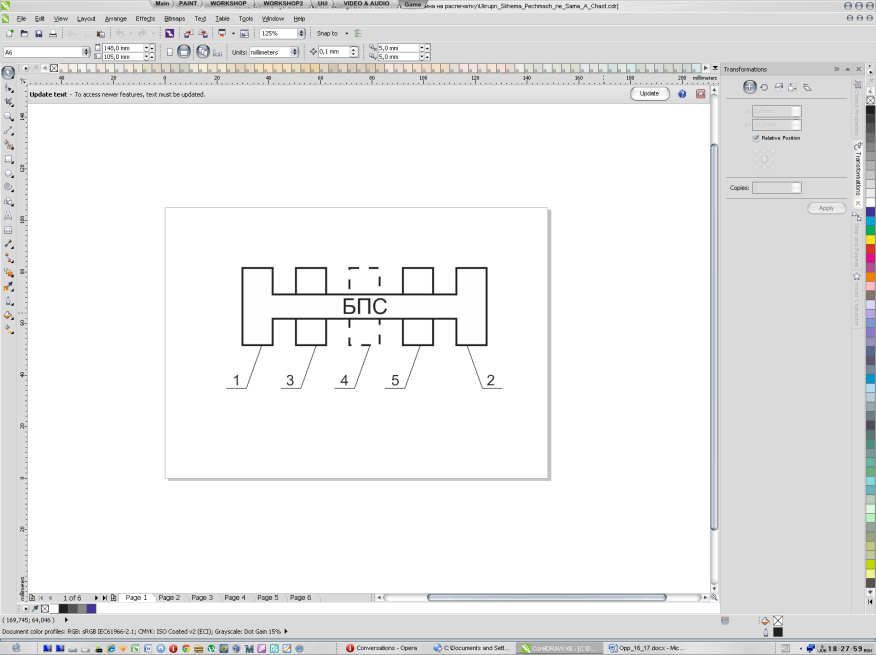
В общем виде любую печатную машину можно представить следующим образом:
-
БПС — бумагопроводящая система. Предназначена для транспортировки бумажного полотна (в листах либо рулонах) к секции печатания в зону контакта и для дальнейшего вывода отпечатанного оттиска.
-
1 — бумагоподающее устройство. В случае листовой печати это устройство оснащается системой самонаклада, которая позволяет отделить бумажный лист от стопы и передать на ленточный транспортер бумагопроводящей системы. Для рулонной печати устройство оснащено многолучевыми системами зарядки рулона, а также системами натяжения ленты в бумагопроводящей системе.
-
2 — приемное устройство. В листовых машинах лист из зоны контакта передается цепным транспортером бумагопроводящей системы в зону сталкивания отпечатанных оттисков. Формируется стапель — выровненная стопа бумаги. Для рулонных машин при печати книжно-журнальной продукции система приемки оснащена фальц-аппаратом, на выходе из которого получаются тетради, которые прессующим устройством закрепляет сгибы и формирует обвязочные пачки, которые удобно в дальнейшем транспортировать на последующие операции. При печати этикеточной и упаковочной продукции приемное устройство оснащается системой намотки рулона, т.е. печать идет из рулона в рулон. Намотка рулона осуществляется на гильзу (картонный цилиндр, который служит основой для рулона).
-
3 — красочный аппарат. Непосредственно подсоединен к печатному аппарату 5. Для машин плоской офсетной и высокой печати красочный аппарат оснащен системой валиков и цилиндров (более чем 12 единиц), предназначенных для раската вязкой краски до рабочей толщины красочного слоя, что составляет приблизительно 5 мкм. В красочном аппарате присутствуют две системы дозирования краски: 1) общая подача, которая обеспечивается изменением угла поворота дукторного цилиндра по отношению к красочному ножу в красочном ящике; 2) местная подача краски, которая регулируется винтами, расположенными по всему периметру красочного ножа. Регулировка осуществляется изменением кривизны красочного ножа по отношению к дукторному цилиндру.
-
В красочных аппаратах глубокой и флексопечати дозированная подача краски осуществляется ракелем. Краска располагается в емкости, и угол наклона ракеля по отношению к приемному цилиндру позволяет регулировать общую подачу краски. В качестве приемного цилиндра в глубокой печати выступает формный, а во флексопечати — анилоксовый, который так же, как и формный цилиндр в глубокой печати, разделен на ячейки, захватывающие определенное количество краски из кюветы. Такая конструкция красочного аппарата обусловлена вязкостью краски. В глубокой и флексопечати вязкость низкая и краска захватывается специальными ячейками. В высокой и плоской печати вязкость краски высока, что требует дополнительного ее раската для изменения структуры, толщины, липкости и распределения красящего вещества равномерно по всей зоне печати.
-
4 — увлажняющий аппарат. Присутствует только в машинах плоской печати. В силу особенностей печатной формы плоской печати для разделения на печатающие и пробельные элементы необходимо предварительное увлажнение печатной формы. В увлажняющем аппарате как правило присутствует система регенерации увлажняющего раствора (его фильтрация и обновление содержания, повышениее концентрации целевых добавок). Подача увлажняющего раствора осуществляется в специальную емкость, из которой на дукторный цилиндр дозированно подается некоторое количество увлажняющего раствора, передаточный валик снимает тонкую пленку увлажняющего раствора с дукторного цилиндра и передает на влагораспределительный цилиндр. С влагораспределительного цилиндра пленка увлажняющего раствора равномерно впитывается в тканевую основу передаточного валика, а с нее он попадает на формный цилиндр (печатную форму). В машинах плоской офсетной печати первичным является увлажнение печатной формы, затем осуществляется накат краски.
-
5 — печатный аппарат. Как правило включает формный и печатный цилиндры, в машинах плоской офсетной печати также присутствует офсетный цилиндр. Формный цилиндр покрыт печатной формой, оснащен устройствами крепления печатной формы, а также ее позиционирования в продольном и поперечном направлении. Процесс изменения положения печатной формы относительно бумажного листа называется приводкой. В высокой печати существует также приправка, т.е. регулировка высоты печатающих элементов. Печатный цилиндр предназначен для создания давления печатания, вторая функция — транспортирующая, т.е. он входит в состав бумагопроводящей системы, обеспечивает продвижение бумажного полотна в зону приемки. Офсетный цилиндр покрыт специальным офсетным полотном (декелем), которое в зависимости от сюжета изображения выбирают либо твердым (для штриховых работ), либо полужестким, либо мягким (для передачи плавных тоновых переходов).
-
Перед печатью производится настройка печатной машины, которая включает регулировку всех систем, а также подготовку расходных материалов. В частности, бумагу акклиматизируют для выравнивания влажности в массе. В краску и увлажняющий раствор добавляют специальные вещества, управляющие их свойствами. Добавление тех или иных веществ обусловлено соблюдением баланса «краска-вода» для предотвращения образования эмульгирующей смеси.
-
Процесс подготовки печатной машины к печати тиража может занимать от 0,5 до 3,5 часов. При этом печать тиража может произойти в 20 минут.