

4.3 Маніпулятор
Маніпулятор (рис. 4.1) являє собою раму 2, встановлену в осях на опорах 3 з можливістю хитання від 2-х гідро циліндрів 4. Візок переміщається в направляючих рами під дією гідро циліндра 5 на хід 3000мм. Захоплення заготівки 6 здійснюється двома важелями 7 із приводом від гідро циліндра. Для обмеження ходу візка в крайніх положеннях передбачені по 2-і підпружененні упора, закріпленних на рамі 2.
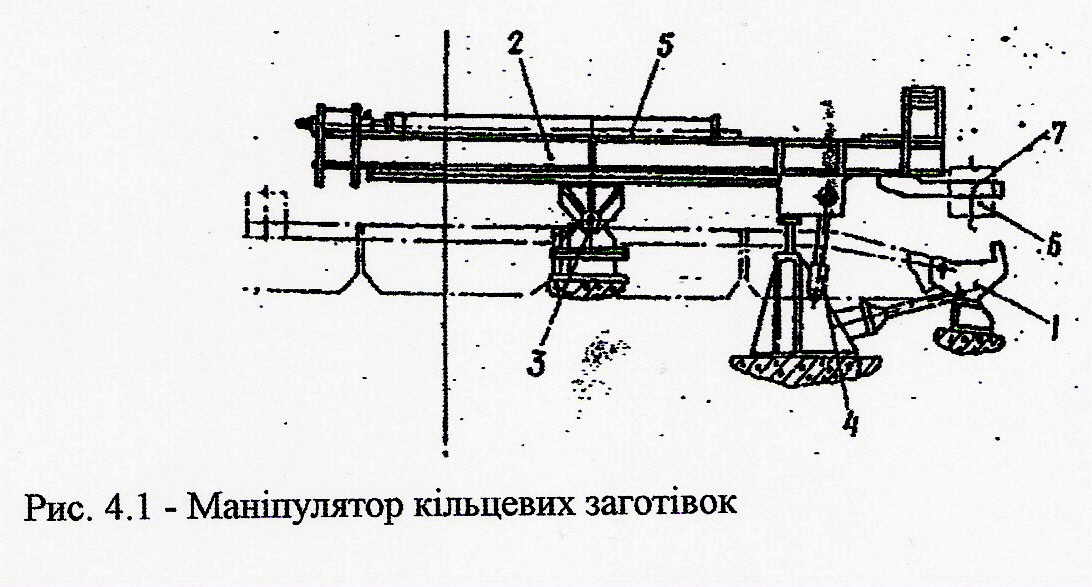
Рис. 4.1 – Маніпулятор кільцевих заготівок.
4.4 Камера гідрозбиву окалини з заготівок
Камера гідрозбиву (рис. 4.2) призначена для збиву окалини з верхнього і нижнього торців заготівки 1 струменями води високого тиску, подаваної через сопла 2. Камера 3 зроблена у виді сталевої коробки з торцевими прорізами для проходу кліщів маніпулятора 4 із заготівлею. У середені камері зверху і знизу вставлені колектори 5 і 6 із соплами. Нижній колектор 5 закріплений жорстко, а верхній може переміщатися по висоті в залежності від висоти заготівки. Підйом і опускання верхнього колектора механічне, 7 – ручне.
При проходженні заготівки через камеру швидкість візка маніпулятора зменшується. Керування приводом клапана подачі води високого тиску до колектора автоматичне від кінцевих вимикачів, установлених на маніпуляторі.
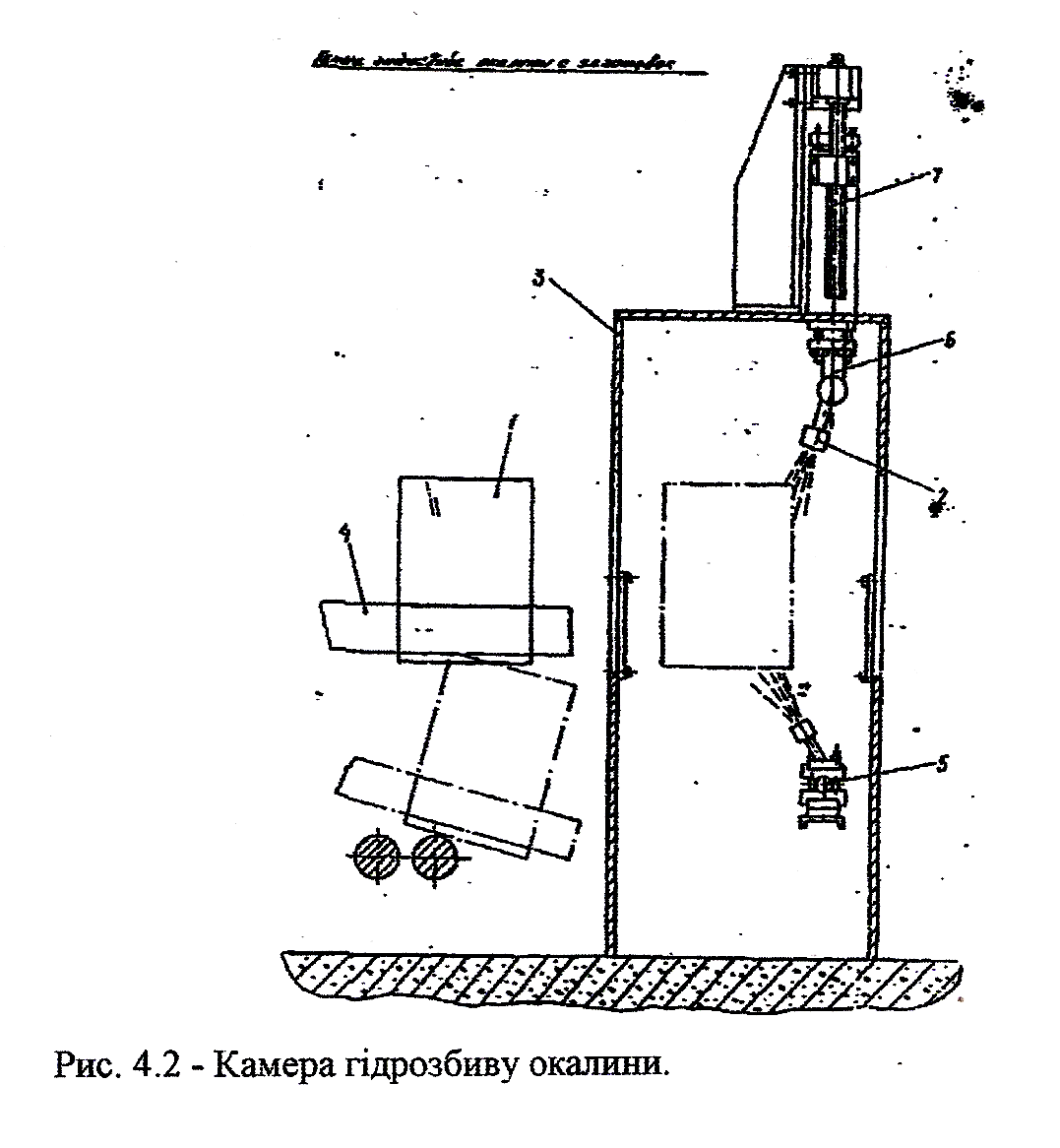

Рис.4.2 – Камера гідрозбиву окалини.
4.5 Пресопрокатне відділення.
4.5.1 Осадовий прес зусиллям 20мн
Гідравлічний прес служить для попереднього осідання нагрітих заготівок і видалення з бічної поверхні окалини, що залишилася після гідросбива окалини.
Прес гідравлічний, вертикального типу, чотириколонний, одноциліндровий, з верхнім розташуванням робочого циліндра, зі столом, що переміщається в одну сторону від осі пресів.
Характеристики преса 20МН.
1. Робочий циліндр 1 шт;
2. Тиск у системі 32 Мпа;
3. Піднімальні циліндри 2 шт;
4. Робоча рідина вода емульсійна;
5. Швидкість пресування 100 мм/сек;
6. Габарити 3,5х9,3х7,1 м;
4.5.2 Ділянка заготовочного преса зусиллям 40/20 мн
Ділянка входить до складу кільце прокатної лінії і містить ваги для зважування заготівок, власне прес, а також пристрій збирання видри. Ділянка призначена для виготовлення способом осадки з прошиванням заготівок для наступної чи прокатки остаточного осідання.
Гідравлічний заготовчий прес служить для одержання плоских і увігнутих штампувань круглого перетину з центральним поглибленням – позначкою чи прошиванням з центральним концентричним отвором.
Параметри вихідних заготівок, що надходять на прес 40/20МН:
1. Зовнішній діаметр 400-1100 мм;
2. Висота 100-580 мм;
3. Вага до 150 кг;
Транспортування заготівок на ділянку заготовочного преса здійснюється рольгангами. Цикл виробництва заготівки на ділянці – 52с.
Характеристики преса 40/20 МН:
- зусилля 40/20МН;
- габарити 15х20х10,7 м;
- відстань між колонами 2,7х2,7 м;
- хід траверси 200мм;
- швидкість траверси 80мм/сек.;
- діаметр прошивного пуансона 258, 170, 120 мм.
За пресом 40/20 МН маються контователі. Після них розташований прошивний прес зусиллям 8 МН.
Прес призначений для операцій формування під прокатку прошитих заготівок діаметром 500-1150 мм, висотою 100-400 мм і остаточного штампування кільцевих заготівок зовнішнім діаметром 500-3000 мм, висотою 50-200 мм.
Робота преса передбачається з висуванням столу на вісь виштовхувача для видачі готового виробу і прийому заготівки. Цикл виробництва заготівки на формувальному пресі – 60с.
Прес гідравлічний вертикального типу, чотириколонний з верхнім розташуванням робочих циліндрів, оснащений бічним виштовхувачем, за допомогою якого виріб виштовхується з нижнього штампа для захоплення його механізмом, що віддає.
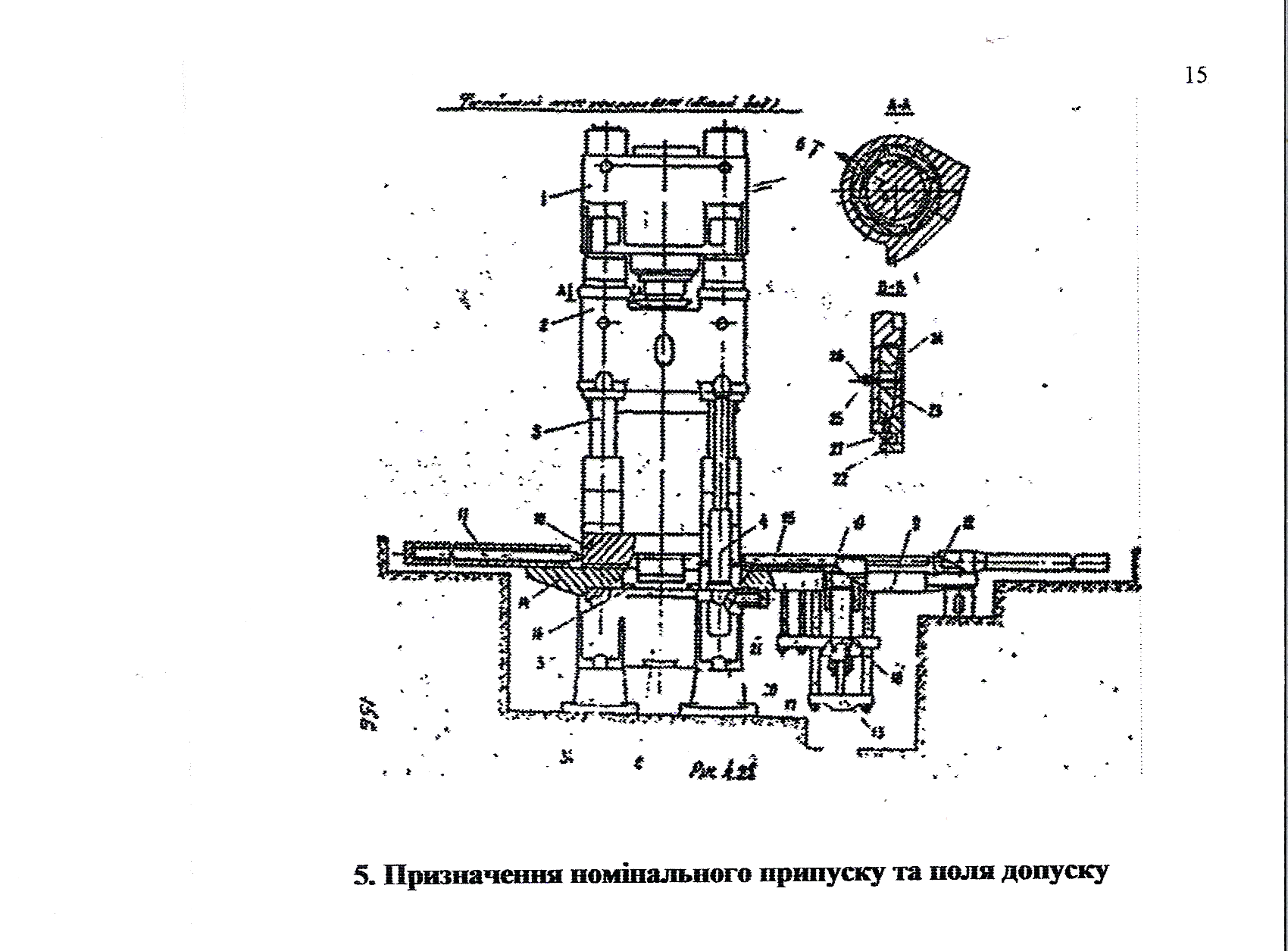
Власне прес (рис. 4.3) складається з архітрава 1 і станини 3, з'єднаних між собою чотирма колонами 5, між якими змонтована рухлива траверса 2 із приводом від трьох робітників і двох піднімальних циліндрів 4.
Робочі циліндри призначені для створення зусилля преса. При подачі робочої рідини тиском 32 Мпа в середній циліндр розвивається 1 ступінь – 20МН, при подачі робочої рідини в бічні циліндри розвивається 2 ступінь – 40МН і, коли працю.ть усі три циліндри, створюється 3 ступінь, що відповідає зусиллю преса – 60 МН. Зусилля на траверсу передається плунжерами робочих циліндрів 6 і 7.
Характеристики преса 60МН:
Зусилля 60 МН;
Кількість ступенів 1-20 МН, 2-40 МН, 3-60МН;
Швидкість пресування 40 мм/з
Робоча рідина вода з емульсією
Кількість робочих циліндрів 3
Кількість підйомних циліндрів 2
Хід траверси 1200 мм


Р

 ис.4.3
– Формувальний прес зусиллям 60 МН.
ис.4.3
– Формувальний прес зусиллям 60 МН.