

Обладнання, матеріали, інструменти і заготовки
Лабораторна установка механізованого зварювання нахиленим електродом.
Вихідні заготовки - зразки з розмірами 100x300 різної товщини (2... 13 мм.) з листової низько вуглецевої сталі.
Електроди марки АНО-6, Ø 4...6 мм.
Штангенциркуль і металічна лінійка.
Вольтметр, амперметр
Порядок проведення роботи
Залежно від товщини зразків, визначити de, Iзв, Vзв-відповідно до завдання викладача
Провести наплавлення валиків на заготовки при запропонованих режимах (див.табл.1).
|
№ п/п |
Ряд і полярність струму |
Iзв, А |
Uзв, В |
Vзв, м/год |
hпр, мм |
hоп, мм |
b, мм |
Ψпр |
Ψоп |
l,мм./ t,сек. |
|
1 |
Постійний (пряма) |
|
|
|
|
|
|
|
|
|
|
2 |
Постійний (зворотна), 1 електрод |
|
|
|
|
|
|
|
|
|
|
3 |
Змінний |
|
|
|
|
|
|
|
|
|
|
4 |
Постійний (зворотна), 2 електроди |
|
|
|
|
|
|
|
|
|
|
5 |
Постійний (зворотна), 3 електроди |
|
|
|
|
|
|
|
|
|
Приготувати макрошліфи швів і виміряти геометричні розміри перерізів швів – величини b, hпр, hоп
Зробити потрібні обчислення (Vзв,, Ψпр, Ψоп).
Заповнити таблицю 1.
Побудувати суміщені графіки залежності Ψпр і Ψоп = f (п електродів у пучку) (рис.5).
|
|
|
|
|
|
|
|
|
|
|
|
nел
Рис.5. Залежність Ψпр і Ψоп від кількості електродів у пучку.
Підготовка звіту по роботі
Звіт по роботі повинен мати: номер, назву та мету роботи; короткі теоретичні відомості з рис. 1,2,3; табл.1 і рис.5; висновок.
Контрольні запитання
Дайте визначення фізичної сутності зварювання.
Яке обладнання необхідне для ручного дугового зварювання.?
Яке призначення електродного покриття?
Як визначити оптимальні величини сили струму і напруги для стабільного горіння електричної дуги при ручному дуговому зварюванні?
Які основні параметри зварювального шва при ручному дуговому зварюванню та які фактори впливають на них?
Практична робота №52
ВИЗНАЧЕННЯ КОЕФІЦІЄНТІВ НАПЛАВЛЕННЯ, РОЗПЛАВЛЕННЯ, ВИГОРАННЯ І РОЗБРИЗКУВАННЯ ПРИ ЗВАРЮВАННІ У ВУГЛЕКИСЛОМУ ГАЗІ ПЛАВКИМ ЕЛЕКТРОДОМ
Мета роботи: Ознайомитись з обладнанням поста зварювання у СО2 плавким електродом; визначити коефіцієнти άн, άр, ψн ,при зварюванні у СО2 плавким електродом.
Теоретичні відомості
Зварювання у вуглекислому газі плавким електродом - дугове зварювання, яке виконують плавким електродом із застосуванням зовнішнього захисту вуглекислим газом. Його вдувають у зону дуги. Плавким електродом є зварювальний дріт. Зварювання у СО2 плавким електродом може бути автоматичним і напівавтоматичним.
На рис. 52.1 показана схема установки для напівавтоматичного зварювання у СО2 плавким електродом, де: 1 - джерело живлення; 2 - апаратна шафа; 3 -струмопідвідні кабелі; 4 - тримач-пальник; 5 - механізм подавання електродного дроту; 6 - шланг для газу; 7 - газовий редуктор-витратовимірювач; 8 - підігрівач газу; 9 - балон з вуглекислим газом.
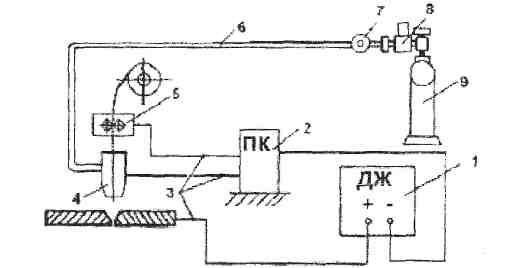
Рис. 52.1
Сутність процесу зварювання у СО2 плавким електродом полягає у наступному. Вуглекислий газ, який надходить у зону зварювання, захищає її від шкідливого впливу атмосфери повітря. Вуглекислий газ у зоні електричної дуги від температурного впливу частково дисоціює на СО і О2. Отже, у зоні дуги маємо суміш СО2, СО і О2. Останні два гази інтенсивно окислюють компоненти (Fe, C) і корисні домішки у сталях (Si, Mn). Порядок і інтенсивність окислення елементів залежать від їх хімічної спорідненості до кисню. Спочатку окислюються Si і Мn . Тому для нейтралізації окислювального потенціалу СО2 використовують зварювальний дріт з підвищеним вмістом кремнію і марганцю. Це захищає компоненти сталі Fe і С Окисли Si і Мn не розчиняються у рідкому металі, а утворюють шлак, який спливає на поверхню зварювальної ванни.
До основних показників процесу зварювання у СО2 плавким електродом
відносять: коефіцієнти розплавлений άр, наплавлення άн, втрат ψ а також продуктивність процесу зварювання Q.
Коефіцієнт розплавлення. Розплавлення електродного металу характеризують коефіцієнтом розплавлення
![]()
(1)
де:
![]() - маса
розплавленого за час t
електродного
металу,
г;
I
-
зварювальний
струм, A;
t
— тривалість
горіння дуги,
год.
- маса
розплавленого за час t
електродного
металу,
г;
I
-
зварювальний
струм, A;
t
— тривалість
горіння дуги,
год.
άр - залежить від хімічного складу дроту, а також від роду і полярності струму.
Коефіцієнт наплавлення. Його вводять з метою оцінки процесу наплавлення.
![]() (2)
(2)
де:
![]() - маса
наплавленого за час t
металу,
г (сюда
не
входить маса втраченого при зварюванні
електродного металу).
- маса
наплавленого за час t
металу,
г (сюда
не
входить маса втраченого при зварюванні
електродного металу).
![]() залежить
від роду і полярності струму, хімічного
складу дроту, а також від просторового
розташування місця зварювання.
залежить
від роду і полярності струму, хімічного
складу дроту, а також від просторового
розташування місця зварювання.
Коефіцієнт втрат. Він характеризує втрати металу електродного дроту на розбризкування, випаровування і окислення (вигорання).
![]() (3)
(3)
Коефіцієнт втрат залежить від хімічного складу дроту, режиму зварювання і типу зварного з'єднання і зростає при збільшенні густини струму і довжини дуги.
Продуктивність зварювання у СО2 плавким електродом визначають кількістю наплавленого електродного металу за одну годину:
![]()
![]() (4)
(4)
Чим більший струм, тим вища продуктивність зварювання. Але значне збільшення струму може призвести до збільшення розбризкування металу.
Зварювання напівавтоматом (див мал.1) проводять на постійному струмі зворотної полярності від джерела живлення з жорсткою характеристикою.
Напівавтомат забезпечує: механізовану подачу дроту в зону зварювання; маневреність і можливість зварювання у важкодоступних місцях; обслуговування великої виробничої площі.
Таблица 1
|
|
Завдання |
Результати обчислень | |||||||||||
|
|
Маса, г |
Режим процесу зварювання |
Маса, г |
Коефіцієнти |
| ||||||||
|
|
електродний дріт |
пластина |
|
|
|
| |||||||
|
|
до наплавлення |
після наплавлення |
до наплавлення |
після наплавлення |
Сила струму, А |
Напруга, В |
Тривалість горіння дуги, с |
розплавленого електродного металу |
наплавленого електродного металу |
розплавлення, г/А-год |
наплавлення, г/А- год |
втрат, % |
Продуктивність зварювання, кг/год |
|
1 |
600 |
590 |
800 |
809 |
70 |
|
30 |
|
|
|
|
|
|
|
2 |
600 |
585 |
800 |
813 |
100 |
|
30 |
|
|
|
|
|
|
|
3 |
600 |
580 |
800 |
815 |
130 |
|
30 |
|
|
|
|
|
|