

ФБТ БИ 1курс / TKM / Нові методички ТКМ все. Студ / Лабораторна робота 33
.docЛабораторна робота № 33
ВИЗНАЧЕННЯ ЛІНІЙН0Ї ТА ЛИВАРНОЇ УСАДКИ
Мета роботи - вивчити вплив усадки на якість відливка, набути навичок визначення лінійної /вільної/ усадки сплавів і ливарної /ускладненої/ усадки відливків.
Короткі теоретичні відомості
Лінійна усадка - одна з найважливіших властивостей сплаву -враховується при проектуванні технологічного процесу литва, оскільки від неї значною мірою залежить розмірна точність одержуваних відливків.
Під час охолодження лінійні розміри відливка починають змінюватись з моменту, коли на поверхні утворилась достатньо міцна тверда кірка або каркас кристалів, які можуть протидіяти статичному тиску металу. Для сплавів, які кристалізуються в інтервалі температур, початок лінійної усадки відповідає утворенню 75-95% твердої фази: для чистих металів температура початку лінійної усадки збігається з температурою кристалізації.
Отже, лінійна /вільна/ усадка - це властивість металів і сплавів зменшувати лінійні розміри без зовнішнього гальмування.
На практиці відносну величину лінійної усадки сплаву визначають за зміною розмірів відливка L8 довгого стержня порівняно з первинними розмірами форми Lф, %:

Величина лінійної усадки ливарних сплавів, %:
Сірий чавун 0, 6.. .1,3 Бронза олов`яна 1,4.. .1,6
Білий чавун 1,6... 2,3 Бронза алюмінієва 1,5... 2, 4
Сталь вуглецева 1,5... 2,0 Латунь 1,5... 2. 2
Сталь марганцевиста Силумхн 1,0... 1,2
/10...14% МП/ 2,5. ..3,8 Алюмінієві сплави. 1,0... 2,0
Сталь жаростійка 1,8. ..2,2 Магнієві сплави 1,1. ..1,9
Щоб одержати відливок заданих розмірів, розміри моделі необхідно збільшити на величину лінійної усадки даного сплаву. Для цього модельник користується усадочним метром, який відрізняється від звичайного тим, що значення кожної його поділки збільшено на 1 або 2% відповідно для чавунних і сталевих відливків.
У деяких металів і сплавів відбуваються фазові перетворення, наприклад у чавуні - графітизація, у сталі - виділення газів тощо. Ці перетворення сприяють збільшенню розмірів відливка, яке називається передусадочним розширенням. Останнє істотно впливає на усадку, особливо високовуглецевих сплавів, коли в них відбувається графітизація, а також на усадку багатьох легованих і середньо- та високовуглецевих сталей.
Під час виготовлення складних за конфігурацією відливків усадці сплавів чинять опір внутрішні стержні виступаючі частини форми /виступи, фланці тощо/. Крім механічного гальмування усадки, на відливки впливає термічне, пов`язане з різницею температур окремих частин при охолодженні. Тому дійсну зміну розмірів відливка характеризують коефіцієнтом ливарної /ускладненої/, а не лінійно: усадки. Величини ливарної усадки можуть бути неоднаковими у різних напрямах, навіть у межах одного відливка.
Ливарною усадкою називають відносну зміну розмірів відливка в процесі кристалізації та остигання його у формі; визначають її за формулою, % :

Внутрішні напруження у відливках
Після затвердіння і кристалізації, а також остигання металу в ливарній формі до нормальної температури внаслідок усадки виникають внутрішні напруження, які можуть призвести до короблення. відливків, а школи - і до утворення в них гарячих та холодних тріщин. Звичайно розрізняють внутрішні напруження трьох видів: механічні, термічні та фазові. Механічні /усадочні/ напруження зумовлені гальмуванням усадки формою та стержнем; вони е однією з основних причин утворення тріщин у відливках. Під час усадки відливок тисне своїми виступаючими частинами А на стержень або форму /рис.8, а/. Водночас форма перешкоджає усадці, що спричинює напруження у відливку. Величина цих напружень залежить від піддатливості форми і стержнів. Чим вища піддатливість форми х стержня, тим нижчі напруження у відливку і ймовірність утворення в ньому тріщин. Якщо напруження, які виникають, перевищують межу міцності сплаву, то у відливку утворюється тріщина /в гарячому стані міцність сплаву нижча, ніж у разі нормальних температур/. Якщо сплав відливка має достатню міцність і пластичность та здатний протидіяти напруженням, які виникають, то конфігурація, відливка спотворюється, він викривлюється та коробиться.

Гарячі тріщини виникають у відливках при високих А температурах,холодні - при низьких. Часто тріщини виникають на відрізку з уповільненою швидкістю охолодження, в "гарячих" місцях /рис.8, б/. Так, відливок, зображений на рис.8, б, під час усадки деформуватиметься за рахунок "гарячого" вузла Б, температура якого вища. Цей переріз відливка найнебезпечніший. Чим довший відливок, тим більша ймовірність утворення тріщин. Гарячі тріщини також виникають у стовщеннях відливка, в місцях переходу від товстого перерізу до тон кого.
Щоб запобігти появі гарячих тріщин у відливках, необхідно виплавляти сплав суворо заданого хімічного складу; при конструюванні відливків робити гладкі переходи від масивних перерізів до тонких; забезпечувати рівномірне охолодження масивних і тонких перерізів відливків халодильниками; застосовувати ливниково-живильні системи, які дають змогу уникнути місцёвих перегрівів, хибні /усадочні/ ребра, де утворюються гарячі тріщини, після чого їх видаляють. Формувальну і стержньову суміші роблять піддатливими, щоб форма і стержень менше перешкоджали усадці металу. Піддатливість збільшується від додавання у суміш тирси, а також від використання штучних смол як закріплювачів. Тирса вигоряє ще під час сушіння стержнів і за рахунок пор, які утворюються, піддатливість стержня підвищується. Смоляні закріплювачі в контакті з металом до кінця кристалізації поступово вигоряють, і стержень знеміцнюється, чим підвищує свою піддатливість.
Термічні внутрішні напруження зумовлені термічним гальмуванням усадки і виникають через різницю швидкостей охолодження окремих частин відливка. У відливка чавунної масивної рами /рис.9/ тонкі ребра тверднуть першими і чинять опір усадці масивної окантовки, яка твердне пізніше. У тонких ребрах виникають напруження стиснення, а в окантовці - розтягу, що призводить до утворення тріщин. Внутрішні

напруження можна усунути або практично зняти термічною обробкою відливків, звичайно відпалюванням. Під час витримки при підвищених температурах у металі відбувається релаксація.напружень за рахунок пластичних деформацій, Режим тёрмічної обробки призначається залежно від складу сплаву: його здатності до тріщиноутворення, маси і конфігурації відливка, способу виготовлення.
Визначення лінійної /вільної/ усадки
Лінійну усадку визначають за допомогою приладу І.Ф. Большакова
Н а
металевому
корпусі
1
приладу кріплять
індикаторну
головку
3 з
диском
циферблата
2. Ціна
поділки
шкали
- 0,01 мм.
У
корпусі
приладу
встановлюють
опоку
5 з
формою
зразка
8 розміром
20x25x200
мм
/рис.
II/.
Над опокою
на
пружинах
4 розміщена
рухома
каретка
б,
яку
штоком
з`єднують
з
годною
індикатора.
У
каретці
перпендикулярно
до
осі
пробного
зразка
закріплюють
шпильку
7. Інша
шпилька
закріплена
у_фіксатор.т
10. Нижні
кінці
шпильок
входить
у
порожнину
форми
на
глибину
15 мм.
Відстань
між
центрами
шпильок
200 мм
установлюють
за
допомогою
контрольної
планки
9.
Перед
тим,
як
зняти
контрольну
планку
зі
шпильок,
прилад
приводить
у
вихідний
стан.
Для
цього
штоком
каретки,
який
регулюється,
встановлюють
стрілку
на
нуль
шкали.
а
металевому
корпусі
1
приладу кріплять
індикаторну
головку
3 з
диском
циферблата
2. Ціна
поділки
шкали
- 0,01 мм.
У
корпусі
приладу
встановлюють
опоку
5 з
формою
зразка
8 розміром
20x25x200
мм
/рис.
II/.
Над опокою
на
пружинах
4 розміщена
рухома
каретка
б,
яку
штоком
з`єднують
з
годною
індикатора.
У
каретці
перпендикулярно
до
осі
пробного
зразка
закріплюють
шпильку
7. Інша
шпилька
закріплена
у_фіксатор.т
10. Нижні
кінці
шпильок
входить
у
порожнину
форми
на
глибину
15 мм.
Відстань
між
центрами
шпильок
200 мм
установлюють
за
допомогою
контрольної
планки
9.
Перед
тим,
як
зняти
контрольну
планку
зі
шпильок,
прилад
приводить
у
вихідний
стан.
Для
цього
штоком
каретки,
який
регулюється,
встановлюють
стрілку
на
нуль
шкали.
П ісля
цього
заливають
метал
і
слідкують
за
рухом
стрілки
індикатора.
ісля
цього
заливають
метал
і
слідкують
за
рухом
стрілки
індикатора.
Відносна величина лінійної усадки, % :
де
![]()
![]() - покази
індикатора
після
повного
остигання
зразка.
- покази
індикатора
після
повного
остигання
зразка.
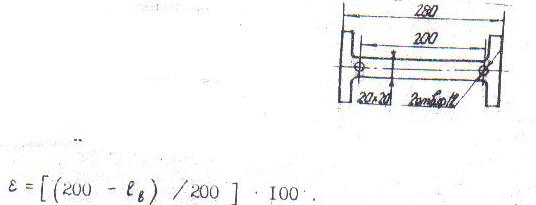
Визначення ливарної /ускладненої/ усадки
Ливарну усадку відливків визначають на спеціальному зразку, модель якого зображено. У моделі є отвори, відстань між центрами яких 200 мм. Після "розштовхування" моделі перед її видаленням через ці отвори за допомогою металевого керна на стінці форми виконують конусні заглибини. Слідом за заливанням, охолодженням, вибиванням та очищенням відливка за допомогою штангенциркуля вимірюють відстань між центрами виступів на відливку форм, мм. Величина ливарної усадки,
Устаткування, інструменти і матеріали
Плавильна піч; прилад конструкції І.Ф.Большакова; моделі; опоки; вимірювальний, формувальний і плавильно-заливальний інструмент; секундомір; формувальна суміш; сплав на основі алюмінію.