

2. Количественная оценка при испытании на специальных установках по методике мвту
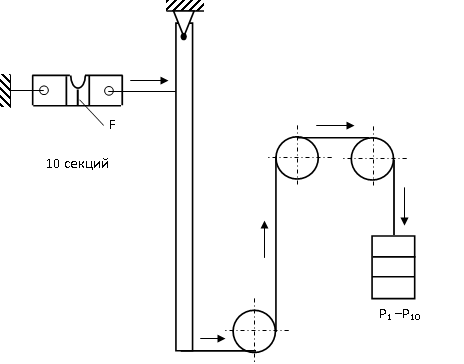
Загружают 10 образцов в 10 секций с разной нагрузкой Р1<P2<…<P9<P10/
Фиксируют время разрушения tр, разрушающую нагрузку Р, площадь F. Выдерживают двое суток.
Разрушающие
напряжения  ,МПа
,МПа
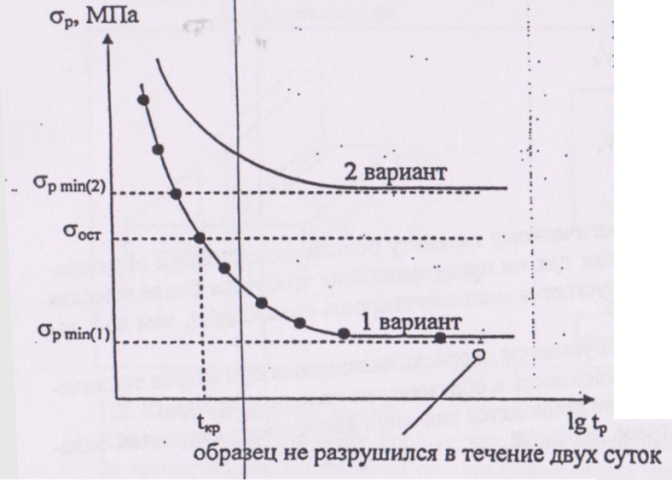
Показателем
сопротивляемости холодным трещинам
принимаются минимальное разрушающее
напряжение
 .
Чем меньше
.
Чем меньше ,
тем больше склонность к холодным
трещинам.
,
тем больше склонность к холодным
трещинам.
 -
образуются холодные трещины
-
образуются холодные трещины
 -
холодные трещины не образуются.
-
холодные трещины не образуются.
З. Косвенная оценка сталей
3.1. Оценка углеродистых и легированных конструкционных сталей по эквиваленту углерода СЭХ
![]()
Стали с СЭХ ≤0,45% не склонны к холодным трещинам при сварке. При СЭХ>0,45% появляется потенциальная возможность их образования в определенных условиях.
Для трубных сталей по СНиП 02.05.06-85* эквивалент углерода определяется по формуле:
![]()
Величина эквивалента не должна превышать 0,46%
17ГС Сэх=0,413% 09Г2С Сэх=0,403% 10Г2ФБ Сэх=0,412%
Для бейнитных и бейнитно- мартенситных сталей Сэх учитывает влияние водорода Н и толщины металла :
![]()
Температура подогрева, необходимая для предупреждения холодных трещин, в этом случае определяется по формуле:
Тпод = 1440 СЭХ - 392оС.
При СЭХ > 0.27 % - склонны к трещинам
3.2. Оценка высоколегированных сталей по диаграмме Шеффлера (по соотношению элементов аустенизаторов и ферритизаторов, от которых зависит содержание мартенсита)
Аустенизаторы: [Ni]э=Ni+30C+0,5Mn+30N+0,3Cu+12B+Co
Ферритизаторы: [Сr]э=Cr+1,5Si+2Mo+5Ti+2Nb+1,5W+2Al+V
Способы борьбы с холодными трещинами
3 группы:
1. Конструкторские — это правильный выбор основного металла конструкции не склонного или мало склонного к холодным трещинам.
НУ
стали С<0,25%
Чем больше содержание легирующих элементов, тем больше склонность этих сталей к закалке и образованию холод ных трещин
1.2.
Правильное проектирование сварной
Конструкции, обеспечивающее низкий
уровень
 .
.
2. Металлургические
2.1.Применение НУ сварочной проволоки исключает образование холодных трещин в металле шва.
2.2. При сварке легированных сталей бейнитного и бейнитно-мартенситного классов н. ограничивать содержание водорода (см. способы борьбы с водородными порами).
2.3. При сварке закаливающихся сталей без подогрева и отпуска после сварки применяют аустенитный вариант сварки
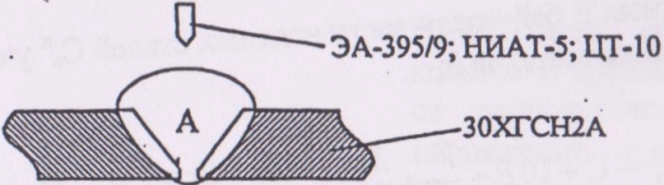
А - аустенитный металл шва, не склонен к холодным трещинам, пластичный, воспринимает остаточное растягивающее напряжение, холодных трещин нет ни в металла шва ни в ОШЗ.
3. Технологические
3.1. Применение высококонцентрированных источников энергии (лазер, электронный луч, плазма)
Эти способы обеспечивают низкий уровень и малую зону закалки.
ЭЛС - электронно лучевая сварка
ЗТВ - зона термического влияния
3.2. Выбор режимов и условий сварки, обеспечивающих Wохл меньше допустимой.
 ;
;
Чтобы уменьшить Wохл
1.
увеличить

2. уменьшить Vсв
3.3. Увеличить Т0 (подогрев)
При
уменьшении Wохл
меньше происходит закалка, мёньше
образуется мартенсита. При подогреве
уменьшается
 (т.к.
(т.к. возник при неравномерном нагреве
металла)
возник при неравномерном нагреве
металла)
3.4. Применение отпуска после сварки
Отпуск
уменьшает
 обеспечивает распад мартенсита tотп<tкр
(см. стр. 20)
обеспечивает распад мартенсита tотп<tкр
(см. стр. 20)
3.5.
Применение термомеханической обработки.
После сварки (горячей проковки, прокатки)
 уменьшается: 150≥Тпрок≥450
°С или 200≥Тпрок≥500
уменьшается: 150≥Тпрок≥450
°С или 200≥Тпрок≥500
(ЦВ 201-98 «Инструкция по сварке и наплавке при ремонте грузовых вагонов»)