2. Металлургические способы борьбы
2.1. При сварке углеродистых и низколегированных конструкционных
сталей.
2.1.1. Ограничение содержания S в металле шва
за счет ограничения в основном металле S< 0,05 %
стали обыкновенного качества Ст Зсп качественные20,25
высококачественные 15ХА, 20ГА
особовысококачественные 15Х-Ш, 20Г-Ш
S ≤ 0,05 %
S ≤ 0,04 %
S ≤ 0,03 %
S ≤ 0,02 %
более сильное ограничение серы в сварочной
Св-08
Св-08А
Св-08АА
S ≤ 0,04 %
S ≤ 0,03 %
S ≤ 0,02 %
применение сварочных флюсов, электродных покрытий, обеспечивающих десульфурацию металла при сварке (основной шлак Кк<1) УОНИ-13/45
2.1.2. Ограничение содержания углерода в металле шва
за счет применения низкоуглеродистой сварочной проволоки
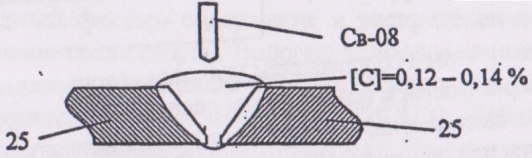
за счет окисления С при сварке в СО2 снижается концентрация С в металле шва СО2+[С]=2СО
2.1.3. Введение в сварочную ванну Мn или других элементов связывающих серу в тугоплавкий сульфид.
Мn вводится через сварочную проволоку Св-08ГА; Св-10ГА; Св-10Г2
В электродные покрытия вводят Fe-Mn.
При сварке под флюсом ОСЦ-45, АН-348А (MnО=40%)
2.2 При сварке высоколегированных сталей аустенитного класса.
1.2.1. Более сильное ограничение S и Р в основном металле и сварочной проволоке.
1.2.2. Ограничение содержания Si в металле шва применяют сварочные флюсы с низким содержанием SiО2.
1.2.3. Введение в сварочную, ванну элементов ферритизаторов для получения в металле шва двухфазной А-Ф структуры (Ф=2-7%)
1.2.4..При сварке глубокоаустенитных сталей, когда трудно получить в металле шва двухфазную А-Ф структуру или когда по условиям эксплуатации не допускается наличие ферритной структуры в металле шва. Тогда, применяются специальные флюсы, электродные покрытия, обеспечивавшие в металле шва в качестве второй фазы боридную эвтектику, хромо-никелевую эвтектику, карбидную эвтектику.
3 Технологические способы борьбы
3.1. Применение высококонцентрированных источников энергии, обеспечивающих низкий темп внутренней деформации при сварке (лазер, электронный луч, плазма).
3.2. Выбор режима и условий дуговой сварки, обеспечивающая благоприятные формы проплавки при сварке.
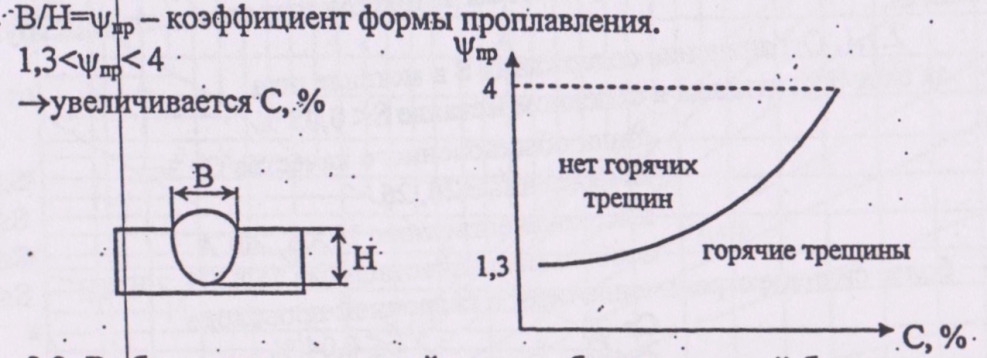
3.3.
Выбор режимов, условий сварки обеспечивающий
благоприятную форму сварочной ванны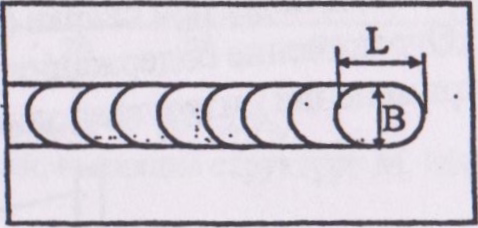
L/B
=  коэффициент формы сварочной ванны
коэффициент формы сварочной ванны
2
<
 < 7
< 7
← увеличивается С, %
Стали с повышенным содержанием углерода сваривают на малых скоростях.
3.4.
При сварке сталей с повышенным содержанием
углерода необходимо применить режимы
и условия сварки,, обеспечивающие
минимальную глубину проплавления
свариваемых i ромок или наименьшую долю
участия основного металла.
3.5. При сварке конструкций малой, жесткости с очень подвижными кромками свариваемые повёрхности закрепляют при помощи прихваток или специальными зажимами (винтовыми, гидравлическими, пневматическими).
3.6. При сварке конструкций большой жесткости правильно выбирать направление и последовательность сварки, избегая получение замкнутых контуров.
При ручной дуговой сварке длинных швов применяют обратно ступенчатый метод сварки.
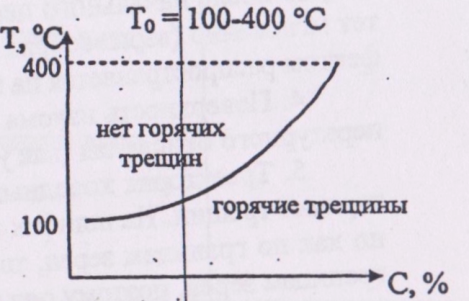
3.7.
При сварке или наплавке металла
больших толщин применяют предварительный
подогрев. При подогреве более равномерный
нагрев металла при сварке и меньший
темп внутренних деформаций. Но чрезмерный
перегрев металла усиливает образование
горячих трещин.