

Допуски и посадки в сопрягаемых конструктивных элементах штампа
Приведем виды посадок и перечень сопрягаемых деталей, применяемых в нашем штампе:
- нижняя плита и направляющая колонка:
посадка
с натягом 22 ;
;
- верхняя плита и втулка:
посадка
с натягом 30 ;
;
- пуансон и пуансонодержатель:
посадка
с натягом 28 ,
8
,
8 ,
6,4
,
6,4 ;
;
- штифты:
посадка
с натягом 8 ;
;
- винты:
посадка
с натягом 8 ;
;
- хвостовик и верхняя плита:
посадка
с натягом 42 .
.
5.1.8 Расчет деталей штампа на прочность и жесткость; обоснование выбора пресса для спроектированного штампа, его техническая характеристика
Расчёт опорной поверхности головки пуансона на смятие производится по формуле:

где см-напряжение смятия опорной поверхности;
[σсм]=1.5 σв; [σсм]=1.5 ·280=420Мпа;
Р-расчётное усилие;
F-опорная поверхность пуансона.
Пуансон для пробивки отверстия d=5мм:
![]()
Пуансон для пробивки отверстия d=4мм:
![]()

Пуансон
для вырубки по контуру:![]()
см.>100Мпа, следовательно, между верхней плитой и пуансонодержателем ставим стальную калёную прокладку для предотвращения смятия опорной поверхности.
Расчёт пуансонов на сжатие в наименьшем сечении
Расчёт производим по формуле:
 ;
;
где сж- напряжение сжатия;
сж - допускаемое напряжение сжатия (для обычных пуансонов из закалённой инструментальной стали сж=1600Мпа).
Пуансон для пробивки отверстия d=5мм:

Пуансон для пробивки отверстия d=4мм:

Пуансон
для вырубки по контуру:![]()

Итак, все напряжения сжатия меньше допустимых. Расчёт свободной длины пуансонов на продольный изгиб производим по формуле:
 ,
,
где
 -модуль
упругости;
-модуль
упругости;
J-момент инерции сечения;
n-коэффициент безопасности (для закалённой стали n=2…3).
Пуансон для пробивки отверстия d=5мм:


Пуансон для пробивки отверстия d=4мм:


Пуансон для вырубки по контуру:


Наименьшей будет длина пуансона для вырубки по контуру, её и принимаем для всех пуансонов.
Выбор пресса, его характеристики:
В штамповочном производстве сравнительно небольших деталей чаще всего применяют механические прессы, ввиду большого числа ходов ползуна они отличаются высокой производительностью.
Выбор механического пресса должен основываться на следующих критериях:
Нужное усилие штамповки
 должно быть меньше или равно номинальному
усилию
должно быть меньше или равно номинальному
усилию ,
развиваемому прессом;
,
развиваемому прессом;Величина хода ползуна должна соответствовать процессу штамповки;
Закрытая высота пресса должна соответствовать закрытой высоте штампа.
Габариты стола и ползуна пресса должны соответствовать размерам штампа, чтобы установить и закрепить штамп, подавать заготовку. Отверстия в столе должны обеспечивать возможность выпадения детали и отходов.
Число ходов пресса должно обеспечивать высокую производительность работы
Для изготовления данной детали методом листовой штамповки был выбран пресс КД2318А со следующими характеристиками:
усилие пресса63 кН;
размеры подштамповой плиты300×200 мм;
диаметр хвостовика40 мм;
минимальный ход пресса5 мм;
максимальный ход пресса130 мм;
минимальная закрытая высота пресса170 мм;
максимальная закрытая высота пресса250 мм;
диаметр провального окна пресса160 мм.
5.1.9 Описание места рабочего и техники безопасности при штамповке детали
Правильная организация труда штамповщика, планировка и организация его рабочего места обеспечивают высокую производительность и полную загрузку рабочего.
Организация рабочего места - это правильная его планировка, содержание пресса и штампа в исправности, а рабочее место в чистоте.
Основные положения организации труда штамповщика[13]: штамповщик должен освобождаться от работ, не связанных с рабочим местом; обслуживание пресса (регулировку, уход, смазку) осуществляет специальный персонал; штампы и заготовки доставляют к прессу подсобные рабочие, устанавливают штампы на пресс наладчики.
Планировка и организация рабочего места зависят от вида и размеров заготовки, степени механизации работ и способа подачи заготовки, способа удаления деталей, типа пресса, мощности пресса и размеров штампуемых деталей. В соответствии с требованиями на рисунке 5.7 изображена схема планировки рабочего места.
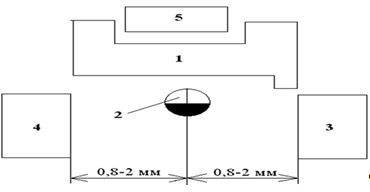
Рис.5.7 Схема планировки и организации рабочего места 1 – пресс; 2 – рабочий; 3 – стол для заготовок; 4 – стеллаж для деталей; 5 – ящик для отходов.
Техника безопасности при эксплуатации прессов и штампов включает целый ряд мероприятий:
к работе допускаются только лица, прошедшие инструктаж;
на прессе запрещается проводить операции, где потребное усилие больше, чем номинальное усилие пресса;
закрытая высота штампа должна соответствовать закрытой высоте выбранного пресса;
прессы необходимо снабжать автоматической подачей, защитными устройствами, исключающими попадание рук в опасную зону;
запрещается снимать деталь и удалять ее из опасной зоны руками.
5.1.10 Выводы
В ходе выполнения работы был выполнен конструктивно-технологический анализ детали, выбор заготовки и схемы штамповки, подобран пресс с усилием Р=63кН, а также спроектирован штамп последовательного действия для детали "скоба".
Штамп обеспечивает быстроту получения детали с достаточной точностью и качеством поверхности детали.
6. Экономический раздел