

Выбор схемы штамповки:
Штамповку детали можно осуществить двумя способами:
1) раздельной штамповкой на нескольких штампах, на каждом из которых выполняется только одна операция;
2) комбинированной штамповкой, когда в одном и том же штампе выполняется несколько операций. При выборе схемы штамповки особую роль необходимо уделить вопросу экономичности производства. Для данной детали целесообразно выбрать штамп совмещенного действия, при этом совмещаются операции вырубки/пробивки, трудоемкость значительно снижается, и повышается точность относительного расположения поверхностей D94 и пазов. По роду выполняемой операции в штампе производиться вырубка и пробивка. По способу воздействию на заготовку – последовательного действия. Схема штамповки представлена на рисунке5.5.
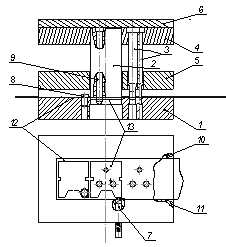
Рис. 5.5 Схема штамповки: 1 – матрица; 2 – вырубной пуансон; 3 – пробивной пуансон; 4 – пуансонодержатель; 5 – съемник; 6 – прокладка верхняя; 7 – упор временный; 8 – упор постоянный; 9 – ловитель; 10 и 11 – планки направляющие; 12 – полоса; 13 – деталь.
Усилие Pвп вырубки по контуру или пробивки отверстия, если заготовка или отход свободно проваливается в отверстие матрицы, определяют так:
Pвп = k∙σср∙L∙s;(5.2)
где k – коэффициент, учитывающий неравномерность толщины материала, его механических свойств, затупление режущих кромок и т.д. (k = 1,1…1,3);
σср – сопротивление срезу;
L – суммарный периметр детали, т.е. периметр контура и отверстий;
L = Lк + 2 ∙Lотв1 +∙Lотв2 = 138,95+2*15,7+12,56=182,91 мм;
s – толщина материала; k = 1,1;
σср = 0,7∙σВ = 0,7∙170 = 119 МПа;
s = 1,5 мм.
Тогда усилие вырубки-пробивки равно
Pвп = 1,1∙119∙182,91∙1,5 = 35914,4 Н.
Кроме этого в штампе действуют так же усилие проталкивания Рпр и снятия Рсн, которые определяются так:
Рпр = 0,1∙Pвп = 3591,4 Н;
Рсн = 0,1∙Pвп = 3591,4Н.
Таким образом, суммарное усилие штамповки равно
Ршт = Pвп + Рпр = 49382,2 Н,
здесь усилие снятие в суммировании не учитывается, т.к. снятие происходит на обратном ходе пресса, а суммарное усилие складывается из величин, действующих при прямом ходе пресса.
Определим требуемое усилие пресса:
Рпресса = 1,25∙Ршт = 49382 Н.
5.1.7 Расчет исполнительных резмаров рабочих деталей штампа, определение центра давления штампа, конструирование штампа
Центр давления штампа. Ось равнодействующей усилий штамповки должна совпадать с осью хвостовика штампа. Иначе возникнут перекос штампа, неравномерность зазоров между матрицами и пуансонами, износ направляющих пресса и даже поломка штампа. Центр давления находят из равенства момента равнодействующей моменту усилий штамповки относительно одной и той же оси.
Выполним расчет центра давления штампа:
хЦД = Σ(хi∙Si) / ΣSi,(5.3)
yЦД = Σ(yi∙Si) / ΣSi,(5.4)
где xi – координата i-го контура элемента по оси x;
yi – координата i-го контура элемента по оси y;
Si – площадь i-го элемента.
Расчет центра давления штампа выполним и представим в табл. 5.1 (рис.5.6).
Табл.5.1
|
№ контура |
x |
y |
S |
|
1 |
14 |
25,5 |
86 |
|
2 |
14 |
16,5 |
52 |
|
3 |
14 |
10,5 |
74 |
|
4 |
3 |
3 |
24 |
|
5 |
25 |
3 |
24 |
|
6 |
6,77 |
4 |
16,42 |
|
7 |
21,23 |
4 |
16,42 |
|
8 |
44 |
25 |
12,57 |
|
9 |
38 |
12 |
15,71 |
|
10 |
50 |
12 |
15,71 |
|
центр давления |
230 |
115,5 |
|

Рис. 5.6. Определение центра давления штампа
Форма матрицы определяется формой и размерами штампуемой детали. Наименьшие габаритные размеры матрицы зависят от размеров рабочей зоны: 70 х 40 –не менее 125 х80мм.
Определим толщину матрицы:
Hм=S+Км +7,
+7,
где S – толщина штампуемого материала;
 -
размеры рабочей зоны матрицы;
-
размеры рабочей зоны матрицы;
Км – коэффициент, Км =0.6,
Hм=4+0.6 +7=14.89
мм.
+7=14.89
мм.
Проверим, достаточной ли толщины матрица:
Нм= мм.
мм.
Необходимая толщина матрицы Hм=20мм.
Расстояние осей болтовых отверстий от наружного контура (или рабочего) матрицы 10мм.
Расстояние от оси винта до оси штифта не менее 16мм.
Выбираем винты М8 и штифты D8мм
Конструирование штампа.
Подача полосы – справа налево по направляющим линейкам.
Фиксация заготовок – на первом этапе по временному упору, затем на каждом рабочем ходу фиксация по постоянному упору. Взаимное расположение внутренних и внешнего контуров детали обеспечивается ловителями.
Способ съема деталей и удаления отходов – используем штамповку "на провал", когда отход и готовые детали (отдельно друг от друга) после пробивки-вырубки проваливаются в заранее приготовленные контейнеры.
Обычно штамп состоит из следующих основных деталей: верхней плиты, нижней плиты, пуансонов, матрицы, направляющих втулок и колонок, пуансонодержателя, съемника и хвостовика. Кроме этого, в штампе имеются крепежные детали, а также детали, предназначенные для направления и фиксации заготовки, съема детали или отхода.
К плитам крепятся рабочие части штампа, через плиты передается усилие пресса, на них монтируются направляющие и другие устройства. Комплект из верхней и нижней плит с направляющими устройствами называется блоком, без направляющих устройств – пакетом. Формы и размеры плит определяются отраслевыми нормалями. При одинаковых размерах плит в плане нормали предусматривают плиты разной толщины.
Хвостовики, служащие для крепления верхней части штампа к ползуну, также нормализованы.
Пуансонодержатель предназначен для крепления пуансонов. Верхняя плоскость его шлифуется в сборе с пуансонами для обеспечения соосности последних с матрицами. Отверстия для запрессовки пуансонов должны быть строго перпендикулярны к опорной плоскости пуансонодержателя. Пуансонодержатели крепятся к верхней плите винтами с фиксацией штифтами, что предотвращает, смещение пуансонов относительно матрицы при работе штампа и ремонте его.
Направляющие колонки и втулки служат для направления верхней части штампа относительно нижней. Форма и размеры их нормализованы. Втулки запрессовываются в верхнюю плиту штампа, а колонки – в нижнюю плиту по посадке с натягом. Посадка рабочей части колонки скользящая. Для крупных штампов нижнюю часть колонки выполняют того же диаметра, что и наружный диаметр втулки. Это позволяет совместно разделать отверстия в верхней и нижней плитах.
К фиксирующим деталям штампа относятся направляющие планки, упоры, ловители. Направляющие планки служат для фиксации полосы в направлении, перпендикулярном к подаче полосы. Упоры предназначены для фиксации подачи полосы на шаг штамповки. В последовательных штампах одного упора недостаточно для точной фиксации полосы: упор не обеспечивает точного совпадения внутренних и наружных контуров детали. Для этого используются ловители, которые устраняют погрешность подачи. Для снятия деталей и отходов с пуансонов и матриц применяется съемник.
В штамповочном производстве для изготовления сравнительно небольших деталей чаще всего применяют механические прессы – ввиду большого числа ходов ползуна они отличаются высокой производительностью.
Последовательность сборки штампа:
1. Запресовать в нижнюю плиту направляющие колонки;
2. Запрессовать в пуансонодержатель пуансон-матрицу, шлифовать;
3. Установить пуансон-матрицу на нижнюю плиту;
4. Крепить ступенчатыми винтами;
5. Развернуть отверстия под штифты в плите и пуансонодержателе;
6. Установить штифты, крепить винтами;
7. Установить съемник;
8. Крепить винтами;
9. Запрессовать хвостовик в верхнюю плиту;
10. Запрессовать в верхнюю плиту направляющие втулки;
11. Вставить толкатель в хвостовик;
12. Положить траверсу на толкатель;
13. Установить подставную плиту;
14. Закрепить пуансон в пуансонодержателе;
15.Установить толкающие штифты;
16. Установить пуансонодержатель на подкладную плиту;
17. Крепить ступенчатыми винтами;
18. Установить выталкиватель;
19. Установить матрицу;
20. Обеспечить зазор между пуансоном и матрицей;
21. Крепить ступенчатыми винтами;
22. Рассверлить отверстие под штифты;
23. Скрепить винтами;
24. Установить штифты;
25. Собрать верхнюю и нижнюю части штампа и обеспечить зазор по направляющим колонкам.