

Лекция 9. Технологические процессы получения заготовок методом обработки металлов давлением (часть 1)
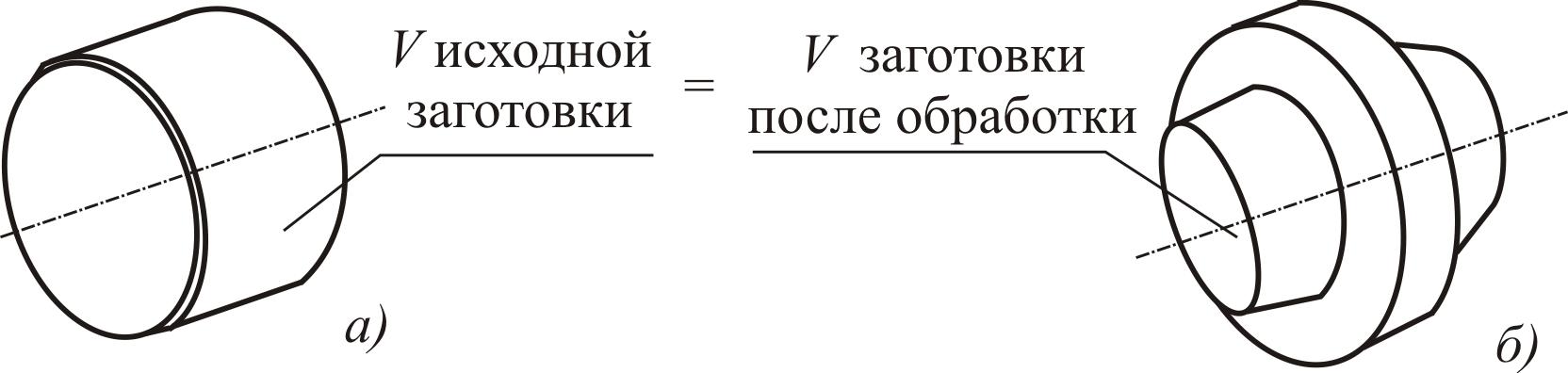
Рис. 9.1. Закон постоянства объема: исходная заготовка (а), заготовка после обработки давлением (б)
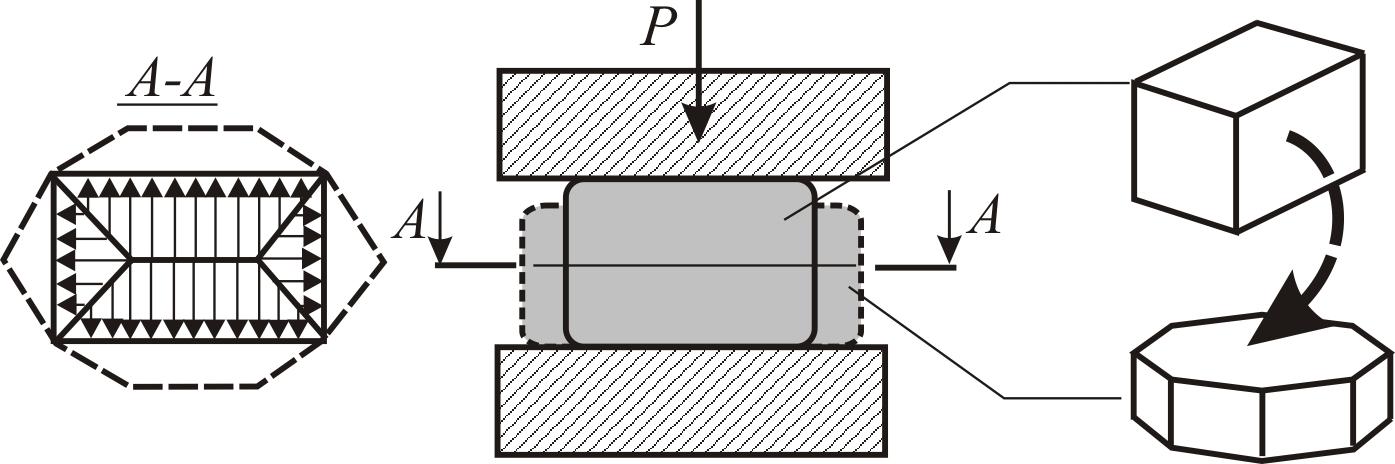
Рис. 9.2. Изменение формы заготовки по закону подобия
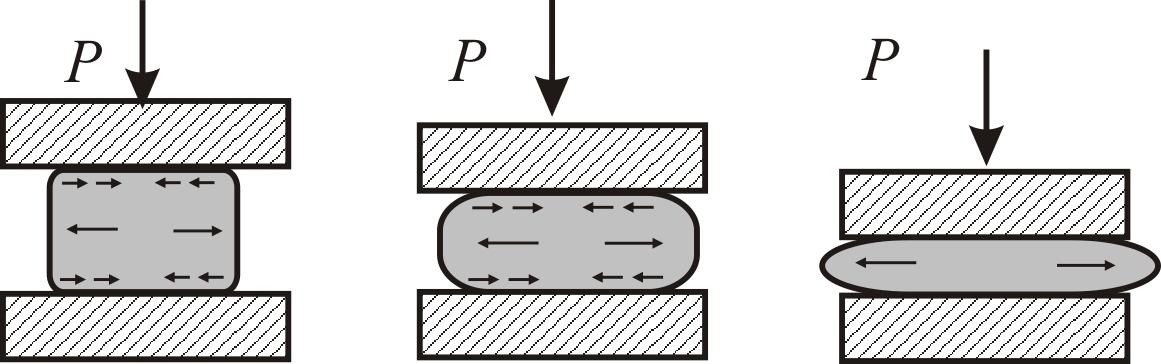
Рис. 9.3. Изменение формы заготовки по закону наименьшего сопротивления
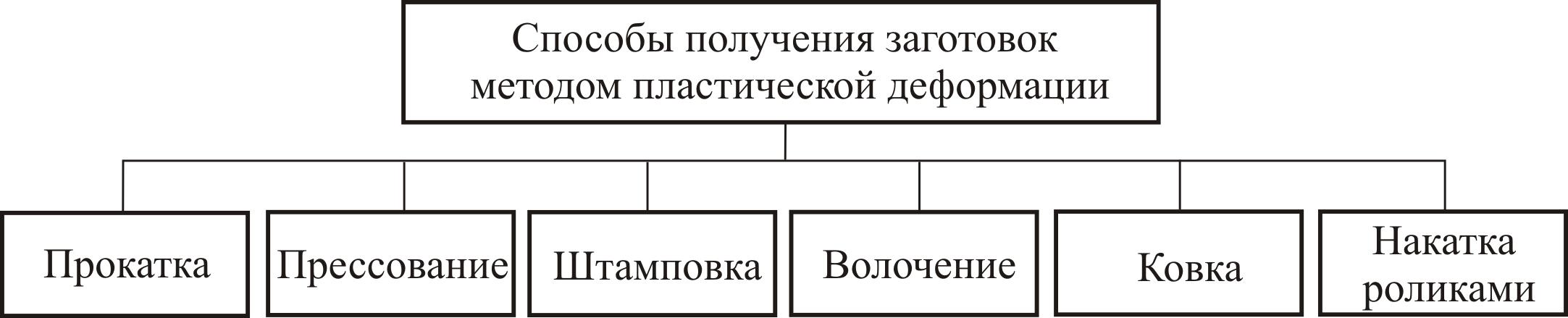
Рис. 9.4. Способы получения заготовок методом пластической деформации
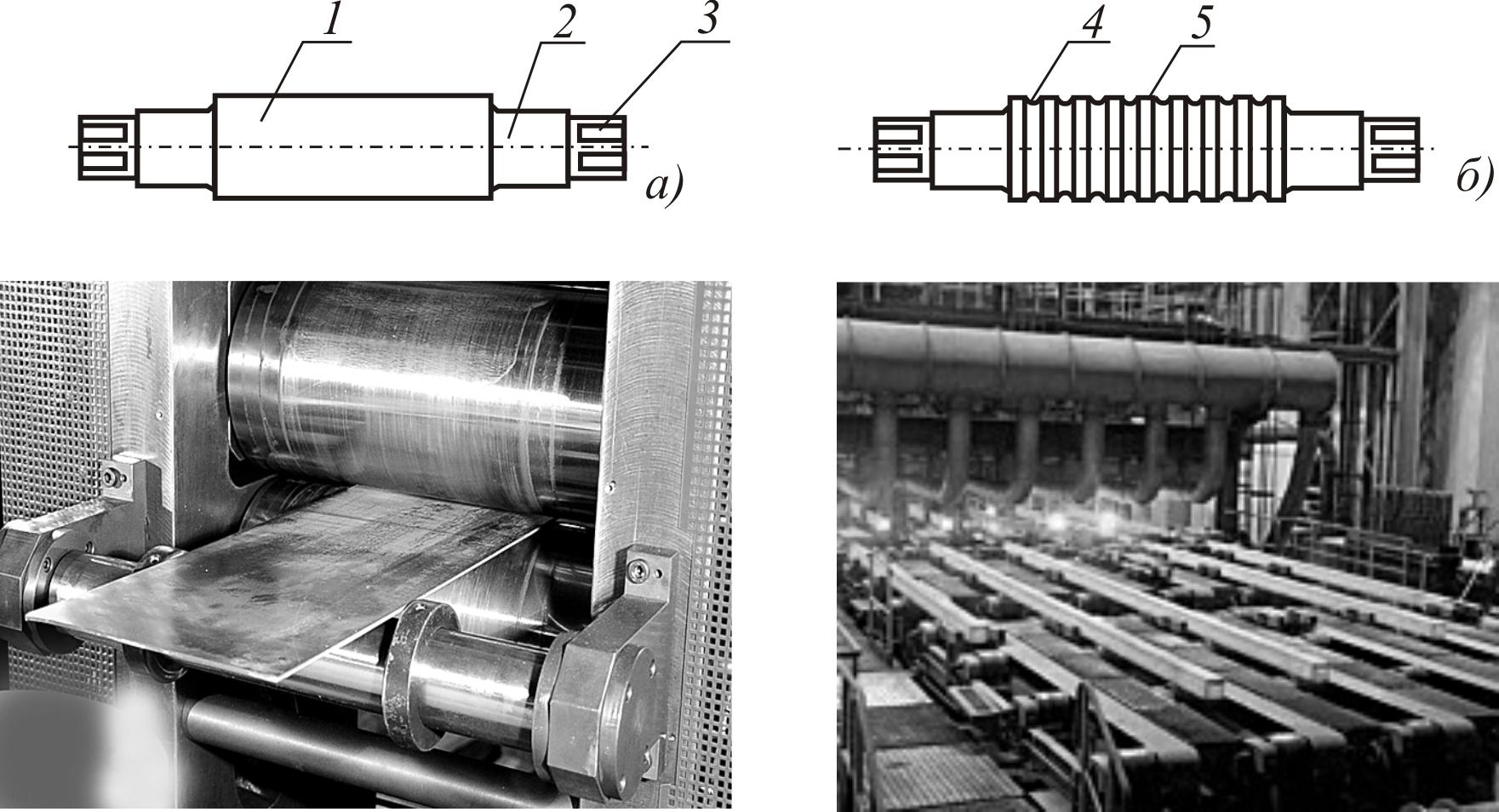
Рис. 9.5. Прокатные валки: гладкий (а), калиброванный (б); 1 - рабочая часть, 2 - шейка, 3 - трефа, 4 - ручьи, 5 - бурты

Рис. 9.6. Схемы способов прокатки: продольная (а), поперечная (б), поперечно-винтовая (в); 1 - прокатные валки, 2 - заготовка

Рис. 9.7. Технологический процесс получения трубной заготовки способом прокатки с предварительным нагревом
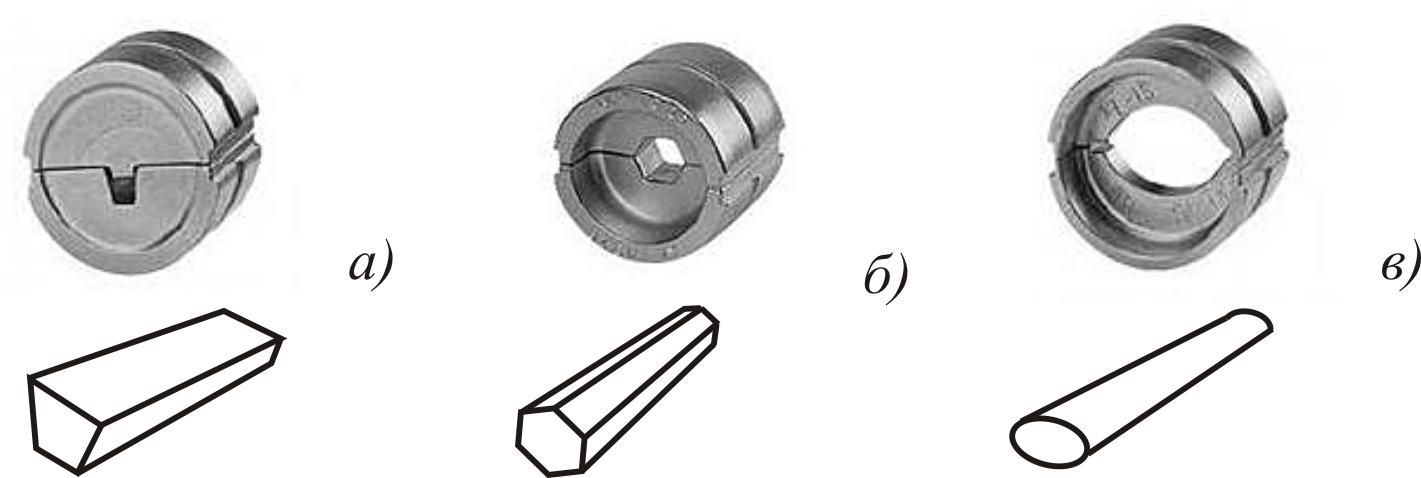
Рис. 9.8. Матрицы для прессования заготовок: трапеция (а), шестигранник (б), овал (в)
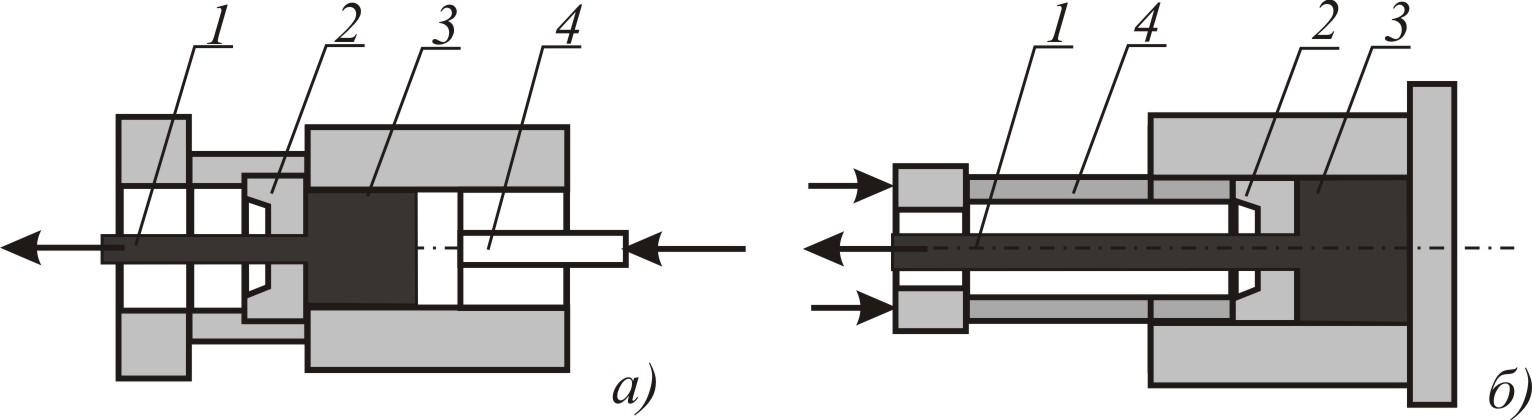
Рис. 9.9. Схема прессования прутка прямым (а) и обратным (б) прессованием;
1 – готовый пруток, 2 – матрица, 3 – заготовка, 4 - пуансон
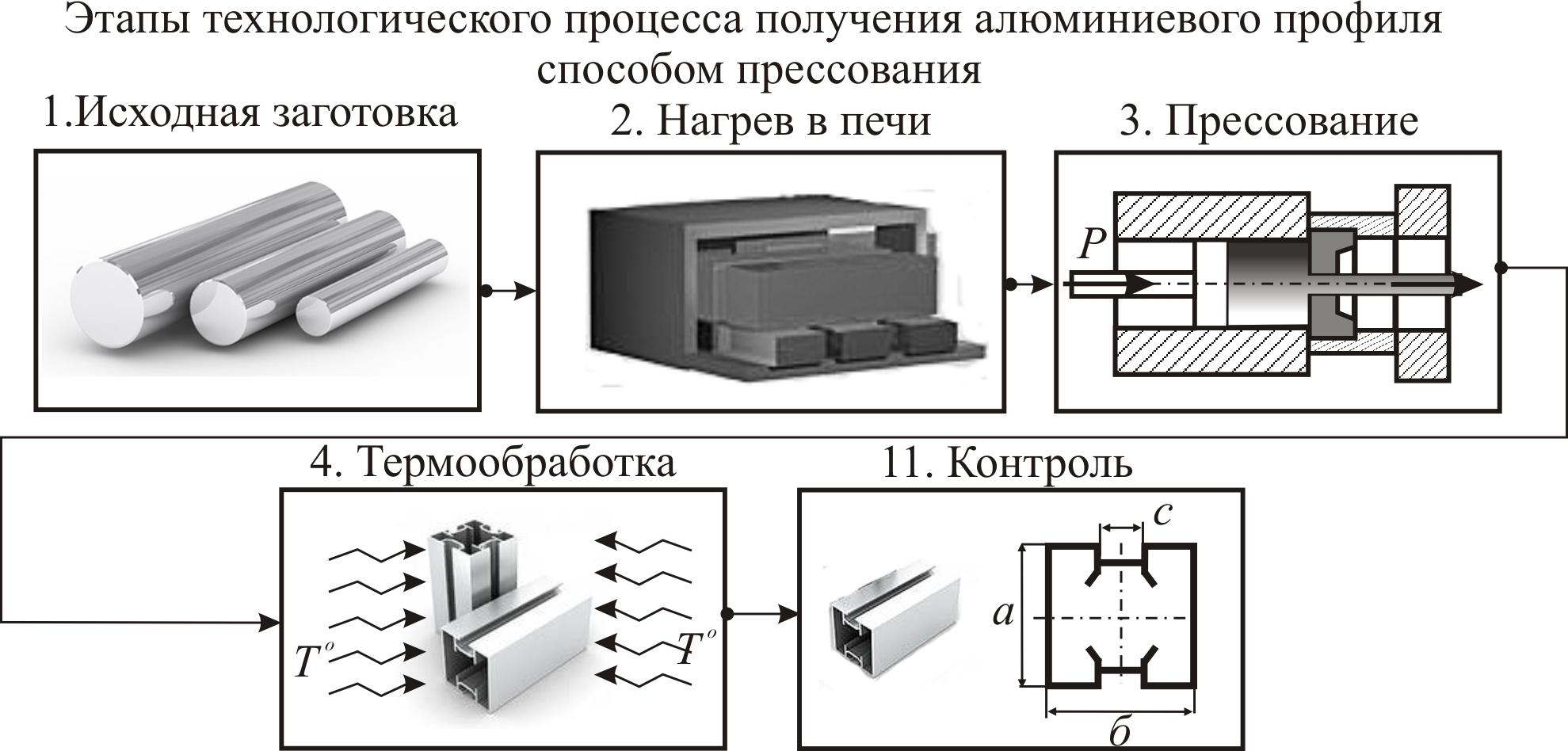
Рис. 9.10. Технологический процесс получения заготовки способом прокатки с предварительным нагревом
Лекция 9. Технологические процессы получения заготовок методом обработки металлов давлением (часть 2)
.
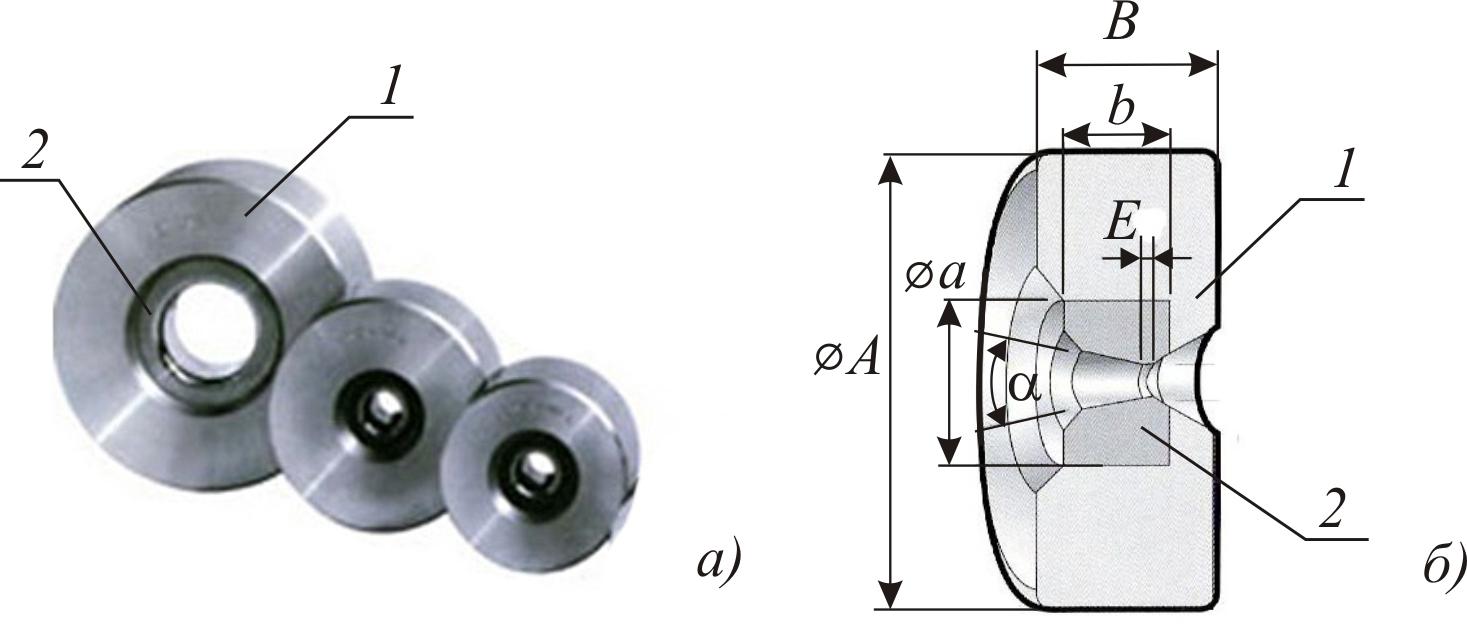
Рис.9.11. Инструмент для волочения: внешний вид волоки (а); геометрия волоки (б): 1- стальная волока; 2 - фильера из твердого сплава
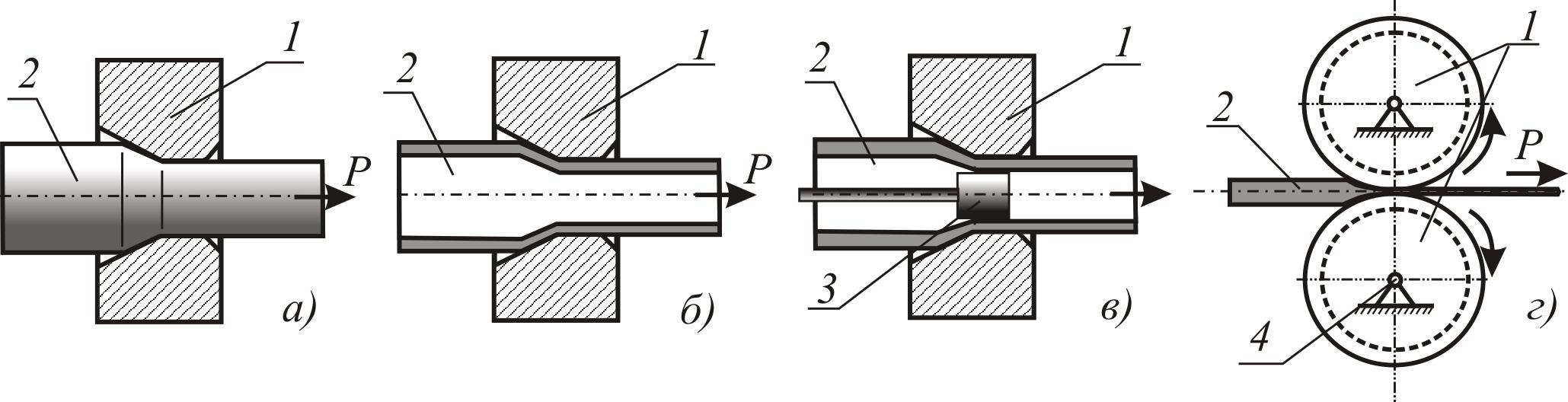
Рис. 9.12. Схема процесса волочения: проволоки и прутков круглого сечения (а); труб без утонения стенки (б); труб с утонением стенки (в); волочение через неприводные волоки (г): 1 - волока; 2 - протягиваемое изделие; 3 - оправка; 4 - узлы опор роликовой волоки

Рис. 9.13. Технологический процесс получения проволоки способом волочения
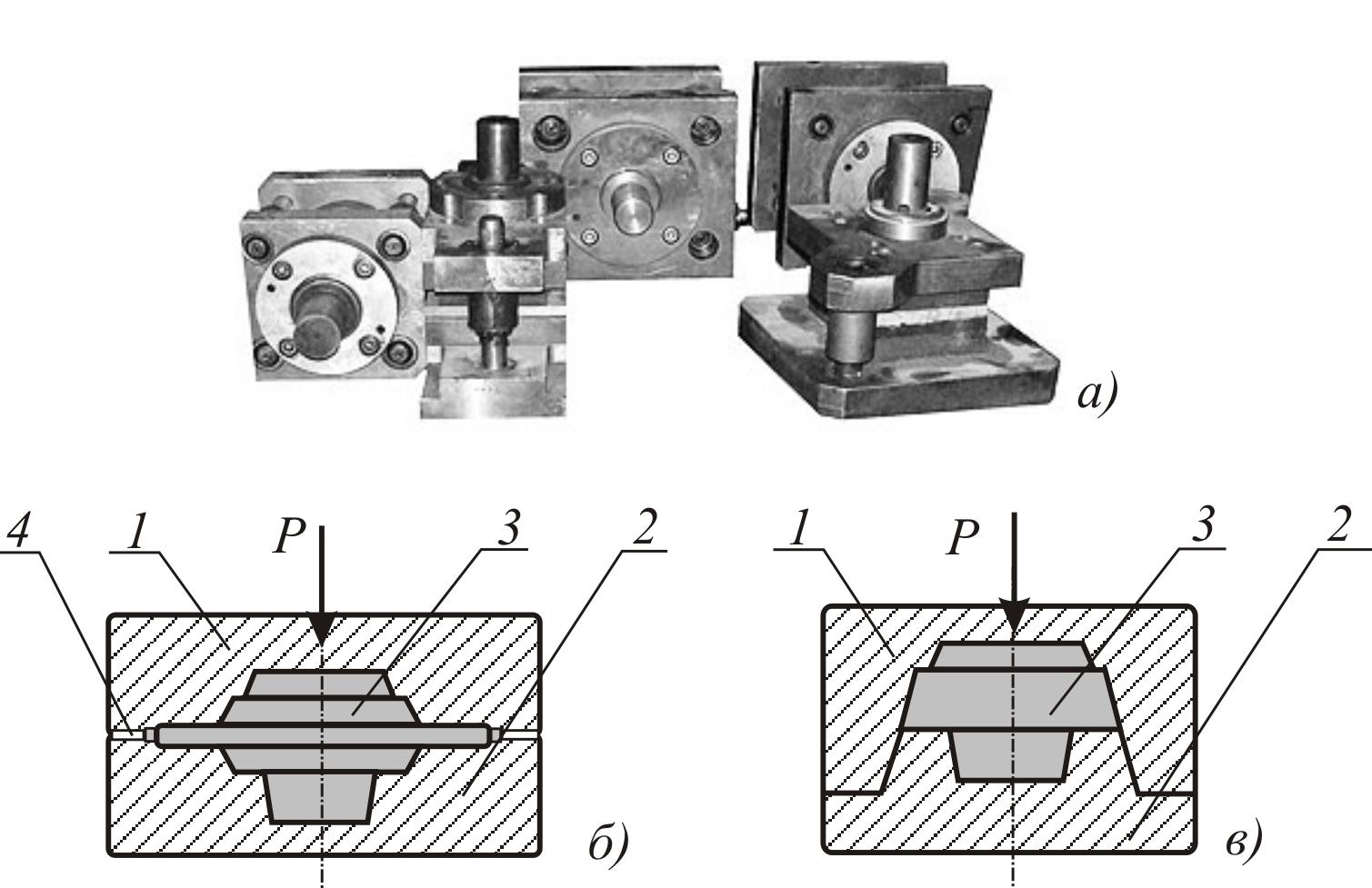
Рис. 9.14. Штампы для горячей объемной штамповки: внешний вид (а); открытый штамп (б); закрытый штамп (в): 1- верхняя часть штампа, 2 - нижняя часть штампа, 3 - ручей штампа, 4 - зазор для выхода облоя
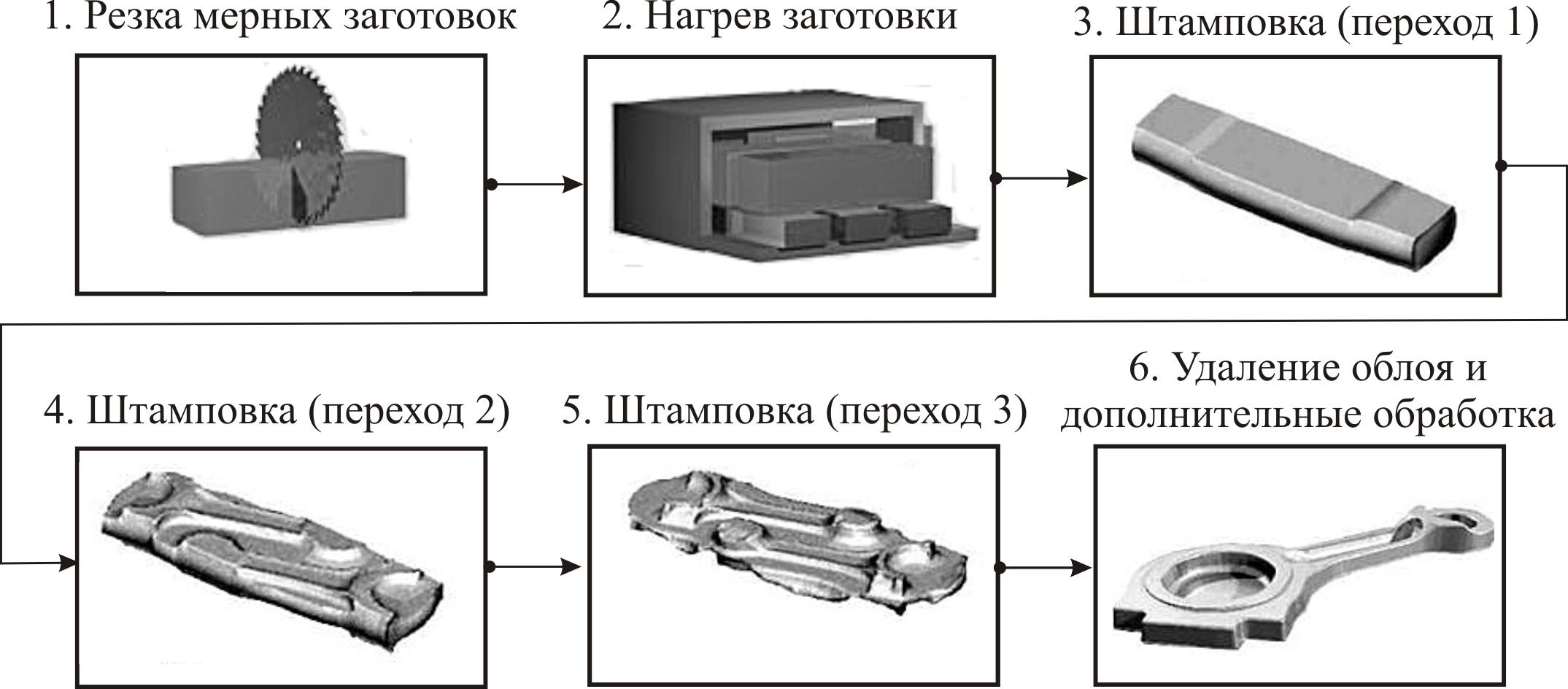
Рис. 9.15. Технологический процесс получения заготовки для детали типа «шатун» способом горячей объемной штамповки
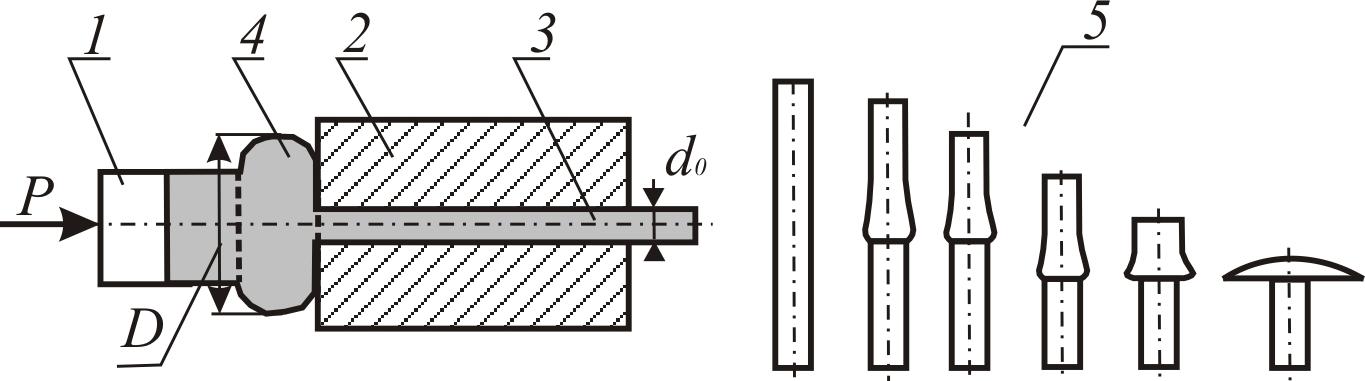
Рис. 9.16. Схема получения заготовок для крепежных деталей высадкой:
пуансон, 2- матрица, 3-исходный пруток, 4- полученная заготовка, 5 - попереходные этапы получения заготовки из прутка
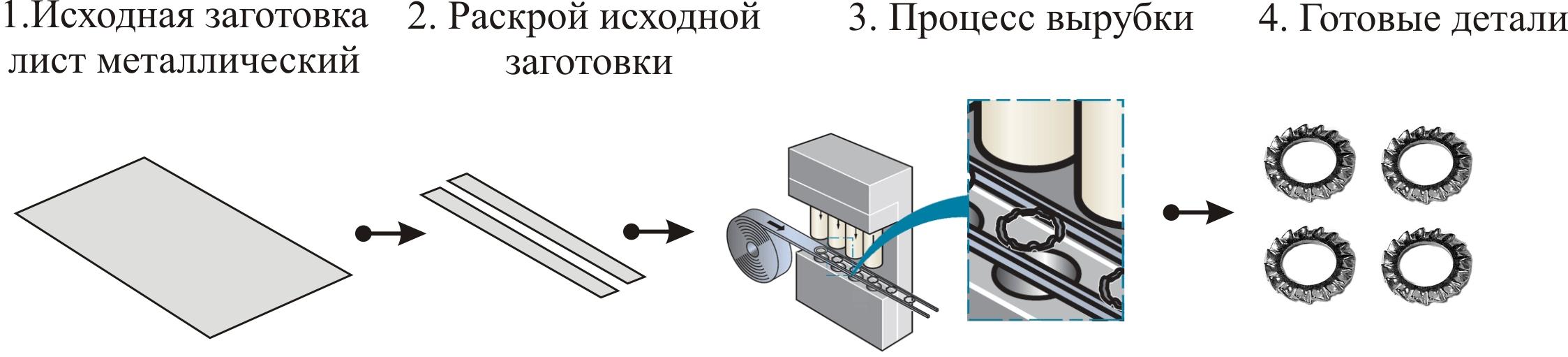
Рис. 9.17. Технологический процесс получения детали «шайба» вырубкой

Рис. 9.18. Технологический процесс получения профиля гибкой

Рис. 9.19. Технологический процесс получения детали вытяжкой

Рис. 9.20. Технологический процесс получения шайбы с горловиной отбортовкой

Рис. 9.21. Схемы свободной ковки: на молотах (а, б) и прессах (в, г)
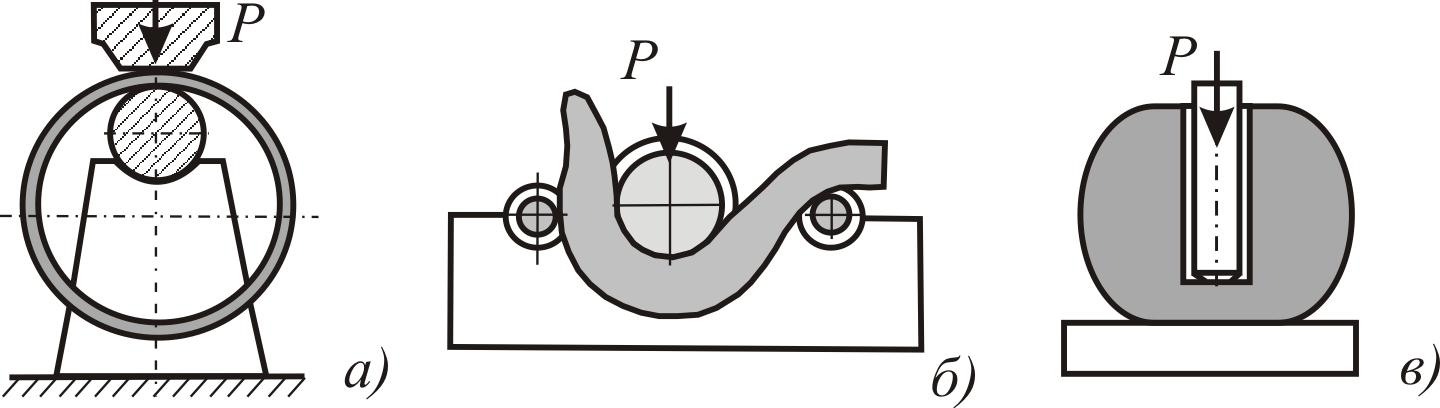
Рис. 9.22. Процессы чистовой ковки: раскатка (а), гибка (б), прошивка (в)

Рис. 9.23. Технологический процесс получения колесного диска из алюминиевого сплава ковкой на прессе