

Содержание
содержание 1
ВВЕДЕНИЕ 3
1 НАЗНАЧЕНИЕ И КОНСТРУКЦИЯ ДЕТАЛИ 4
2 АНАЛИЗ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ ДЕТАЛИ 6
3 ОБОСНОВАНИЕ ВЫБОРА МАТЕРИАЛА 12
13
4 ОПРЕДЕЛЕНИЕ ТИПА ПРОИЗВОДСТВА, РАСЧЕТ ВЕЛИЧИНЫ ПАРТИИ ЗАПУСКА 14
5 ВЫБОР ОПТИМАЛЬНОГО СПОСОБА ПОЛУЧЕНИЯ ЗАГОТОВКИ 17
5.1 АНАЛИЗ БАЗОВОГО СПОСОБА ПОЛУЧЕНИЯ ЗАГОТОВКИ. 17
5.4 Экономическое обоснование выбора способа получения заготовки 22
6 НАЗНАЧЕНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ОБРАБОТКИ ДЕТАЛИ 25
7 НАЗНАЧЕНИЕ И ВЫБОР ОБОРУДОВАНИЯ 26
8 НАЗНАЧЕНИЕ И ВЫБОР КРЕПЕЖНЫХ ПРИСПОСОБЛЕНИЙ 27
9 НАЗНАЧЕНИЕ И ВЫБОР РЕЖУЩИХ ИНСТРУМЕНТОВ 28
10 РАСЧЕТ РЕЖИМОВ РЕЗАНИЯ 30
Рязанский
институт (филиал)
Университета
машиностроения
Введение
В курсовом проекте разрабатывается технологический процесс механической обработки детали «Панель», изготавливаемой на Государственном Рязанском заводе «Красное Знамя». В проекте рассматривается конструкция детали с точки зрения технологичности, выбирается режущий инструмент, рассчитаются режимы резания и основное время, затрачиваемое непосредственно на процесс формообразования поверхности, т.е. основные моменты в жизненном цикле детали, необходимые для производства качественных изделий, с эффективной экономической стратегией.
1 Назначение и конструкция детали
Панель – корпусная деталь, которая крепится к наклонной поверхности, служащей для установки на нее других деталей.
Деталь «Панель» входит в состав электрооборудования для бортовых управляемых комплексов.
Конструктивно деталь выполнена в виде самостоятельной детали, образована в сочетании простых и сложных поверхностей. Для установки «Панель» имеет специальные отверстия и выступы.
Общий вид детали показан на рисунке 1.1.
Рабочая среда – атмосфера, рабочее давление - атмосферное, температурный режим - tº=-60º…+60ºC.
Деталь подвержена вибрационным нагрузкам.
Объем выпуска опытной партии деталей – 50 штук в год.
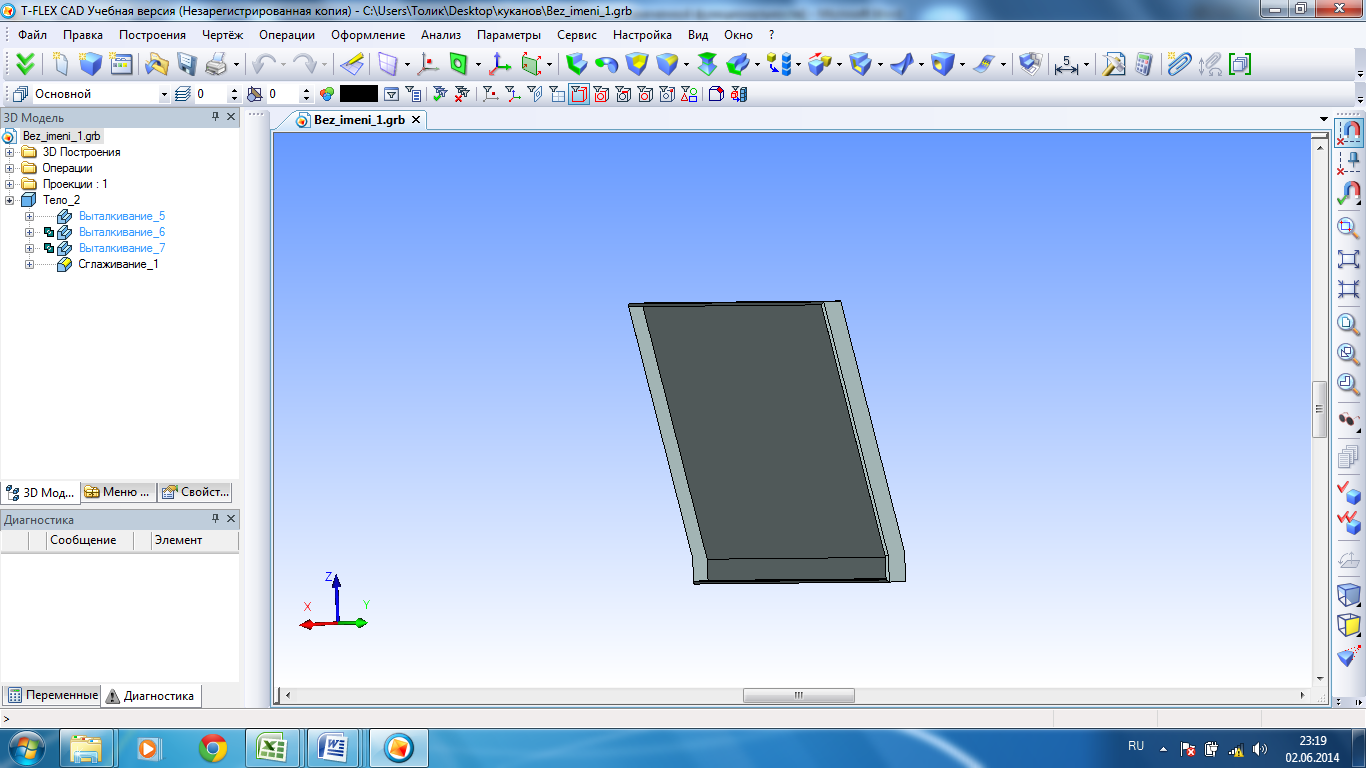
Рисунок 1.1 – Деталь «Панель»
2 Анализ технологичности конструкции детали
Цель анализа технологичности конструкции - выявление по чертежу недостатков конструкции, затрудняющих изготовление деталей с минимальными затратами, и создание благоприятных условий для выполнения технологической подготовки производства. Для этого необходимо выполнение следующих условий:
Все обрабатываемые поверхности доступны для режущих инструментов.
Все поверхности обрабатываются стандартными инструментами.
Контроль обработанных поверхностей производится с помощью универсальных контрольно-измерительных средств.
Механической обработкой достигаются необходимые требования по точности и шероховатости поверхности.
Малое количество разнотипных обрабатываемых поверхностей, а также их простота упрощает обработку данной детали.
Количественно технологичность конструкции оценивается по комплексному показателю, определяемому как совокупность значений частных показателей технологичности с учетом коэффициентов их весомости. Коэффициент технологичности рассчитывается по формуле (2.1):
|
|
(2.1) |
 ,
,где КТ – комплексный показатель технологичности;
Кi – частный показатель технологичности;
φi – коэффициент весомости частного показателя;
n– количество частных показателей технологичности.
Показатель обрабатываемости материала
Наиболее широко распространена шкала, основанная на том, что в качестве эталонного материала принята сталь 45 в отожженном состоянии при твердости НВ 180-190. Введенкоэффициент относительной обрабатываемости KV, которым сравнивают при стойкости инструмента 60 минут отношение скоростей резания для любого материалаV60и эталонного материалаV60эт.
Назначаем коэффициент обрабатываемости Ком = 0,8.
Показатель сложности конструкции детали
Увеличение сложности обрабатываемой резанием детали приводит к усложнению технологического процесса ее изготовления, к увеличению себестоимости и учитывается при анализе технологичности показателем сложности конструкции детали:
|
|
(2.2) |
Составляющие формулы (2.2) опишем ниже.
Коэффициент Kк(коэффициент количества поверхностей детали) зависит от количества поверхностей на исходной заготовке, с каждой из которых удаляется стружка за один рабочий ход режущего инструмента.
Коэффициент Kp (коэффициент расположения поверхностей) учитывает общее количество заданных на чертеже детали исходных данных по обеспечению требуемых точности формы и взаимного расположения поверхностей (отклонений от параллельности, отклонений от перпендикулярности, отклонений от плоскостности и т.д.) в пределах 0,05 мм.
Коэффициент Кв(коэффициент видов обработки) учитывает количество различных видов обработки резанием (технологических переходов),таких, например, как: точение, сверление, шлифование, строгание, фрезерование, зенкерование, развертывание и т.д., применяемых при изготовлении детали.
Коэффициент Ксучитывает соответствиеточности размера и шероховатости поверхностей деталей, обрабатываемых по 10-муквалитетуи точнее.
При расчете коэффициента Кспредложено величину поправкиA,определять по формуле (2.3):
|
|
(2.3) |
где N– общее количество поверхностей детали с размерами не грубее 10-го квалитета точности, обрабатываемых резанием;
mj- количество зон, на которое параметрRaдляj-ой поверхности отстоит от оптимального сочетания точности и шероховатости.
Рассчитаем величину поправки для коэффициента соответствия:
![]() .
.
В таблице 2.1 указаны значения составляющих показателя сложности, которые определяются в зависимости от величины поправки в соответствии формулой (2.4):
|
|
(2.4) |
Таблица 2.1 – Составляющие показателя сложности конструкции детали
|
Обозначение коэффициентов |
Величина поправки Ai |
Значение коэффициента |
|
Kк |
0.2 |
0.8 |
|
Kт |
0 |
1 |
|
Kв |
0.1 |
0.9 |
|
Кс |
0.2 |
0.8 |
Произведем расчет показателя сложности:
![]()
Показатель точности и шероховатости поверхностей детали
При изготовлении деталей стремятся выдержать все параметры в соответствии с рабочим чертежом. Однако абсолютно точно изготовить деталь невозможно, так как в результате обработки могут возникнуть различные погрешности. Степень соответствия параметров изготовляемой детали заданным параметрам называется точностью детали.Под точностью формы поверхности понимается степень ее соответствия геометрически правильной поверхности.
Проверив соответствие, назначаем Кпов= 0,9.
Показатель унификации конструктивных элементов
Для расчета этого показателя необходимо конструкцию детали представить в виде совокупности элементарных конструктивных элементов, обработка которых может быть осуществлена без проблем при использовании возможностей станков с ЧПУ.
С учетом использования технологических возможностей станков с ЧПУ назначаем Куэ= 1.
Показатель использования материала
|
|
(2.5) |
где Vз и Vд –соответственно объём или масса заготовки и обработанной детали, полученные средствами T-flexCAD.
Произведем расчет:
![]() .
.
Расчет комплексного показателя технологичности КТ
Комплексный показатель технологичности конструкции КТ рассчитывают с учетом коэффициентов весомости каждого из частных показателей, представленных для удобства в виде таблицы 2.2:
Таблица 2.2 – Частные показатели технологичности
|
Наименование частного показателя технологичности |
Обозначение |
Весовые коэффициенты |
Значение коэффициента |
|
Показатель обрабатываемости материала |
Ком |
0.8 |
0,5 |
|
Показатель сложности конструкции детали |
Ксл |
0.7 |
0,875 |
|
Коэффициент точности и шероховатости поверхностей детали |
Кпов |
0.6 |
0,9 |
Продолжение таблицы 2.2
|
Показатель унификации конструктивных элементов |
Куэ |
0.7 |
1 |
|
Показатель использования материала |
Ким |
1 |
0,29 |
Таким образом,
![]() .
.
Деталь достаточно технологична, так как комплексный показатель технологичности больше нормативного показателя 0,67.