

Базирование и базы в машиностроении
.pdfZ1Z |
|
|
6 |
5 |
|
O1 |
Y1Y |
|
|
|
3 |
4 |
O |
2 |
1 |
X1 

X
Рис.14. Пример построения системы координат O1X1Y1Z1 при контакте тел по идеализированным поверхностям:
I – установочная база (т.1, 2, 3);
II – направляющая база (т.4, 5); III – опорная база (т.6);
1-6 – опорные точки
21
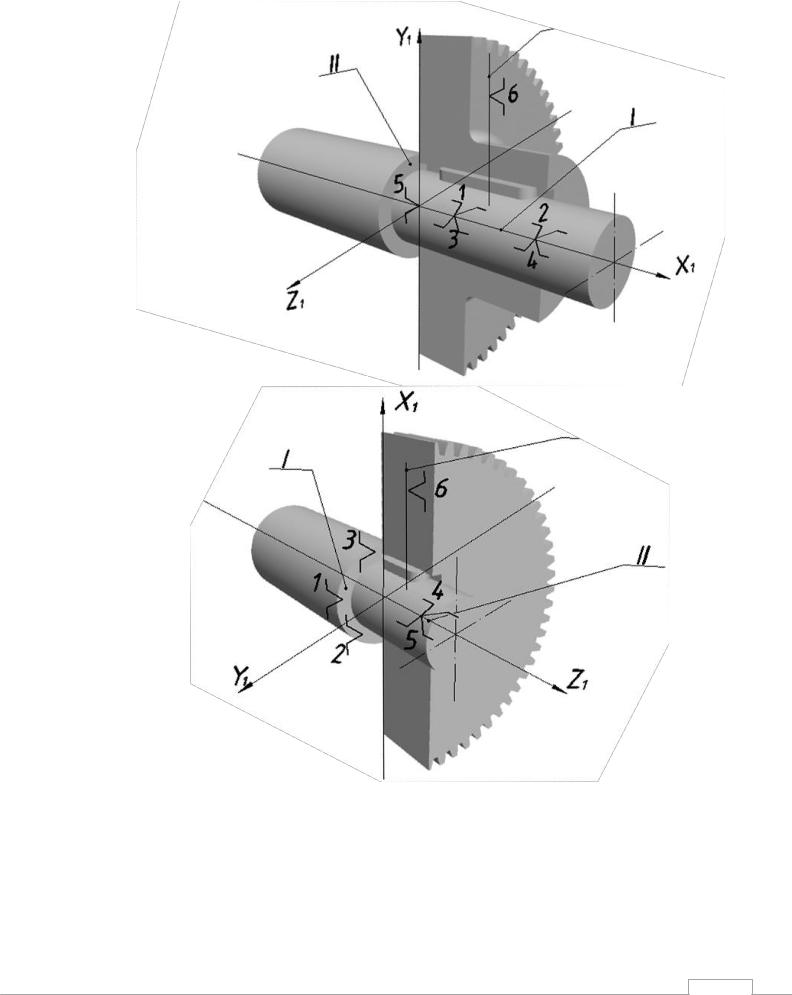
Рис.15. Примеры построения системы координат O1X1Y1Z1 комбинированным способом:
а – при базировании зубчатого колеса с длинной ступицей: I – двойная направляющая скрытая база;
II– опорная база; III – опорная скрытая база;
б– при базировании узкого зубчатого колеса:
I – установочная база; II – двойная опорная скрытая база; III – опорная скрытая база
22

важности учета этого при конструировании (выборе конструктивных форм поверхностей деталей, задания их относительного положения , простановке размеров, разработке норм точности и т.д.), разработке и осуществлении технологических процессов.
Законы базирования являются общими для всех стадий создания изделия. Поэтому, независимо от назначения, базы могут различаться лишь по отнимаемым от базируемых заготовки или детали степеням свободы и по характеру проявления. Это обстоятельство является основанием для выдвижения еще двух признаков классификации: по лишаемым базой степеням свободы и по характеру проявления.
Схематично классификация баз представлена на рис.11.
РАСПОЛОЖЕНИЕ ОПОРНЫХ ТОЧЕК
Можно выделить три группы деталей, отличающиеся присущим им комплектами баз, образующих их координатные системы, и расположением опорных точек на базах, символизирующих двухсторонние связи детали с избранной системой координат:
призматические детали;
цилиндрически детали (L/D>1);
диски (L/D<1).
Координатную систему O1X1Y1Z1 призматической детали образуют плоскости
(рис.2).
Опорные точки, символизирующие двухсторонние связи призматической детали с избранной системой координат OXYZ, целесообразно расположить на ее базах следующим образом:
три опорные точки (т.1,2,3) на поверхности, имеющей максимальные габариты (установочная база, определяющая положение детали относительно координатной плоскости XOY);
две опорные точки (т.4,5) на поверхности максимальной протяженности (направляющая база, определяющая положение детали относительно координатной плоскости YOZ);
одну (т.6) на поверхности с минимальными габаритами (опорная база, определяющая положение детали относительно плоскости XOZ).
Таким образом, комплект баз, формирующих координатную систему призматической (корпусной) детали составляют базы:
установочная; направляющая; опорная базы;
23

Штриховыми линями, соединяющими поверхности детали с координатными плоскостями, изображены связи, называемые в механике удерживающими или двухсторонними.
Если у корпусной детали нет трех развитых (или обработанных) плоскостей, образующих ее координатную систему, роль направляющей и опорной баз могут выполнять крепежные (или специально обработанные технологические) отверстия на основании. (Приложение 1, схема 3).
Другие возможные варианты комплектов баз корпусных деталей приведены ниже.
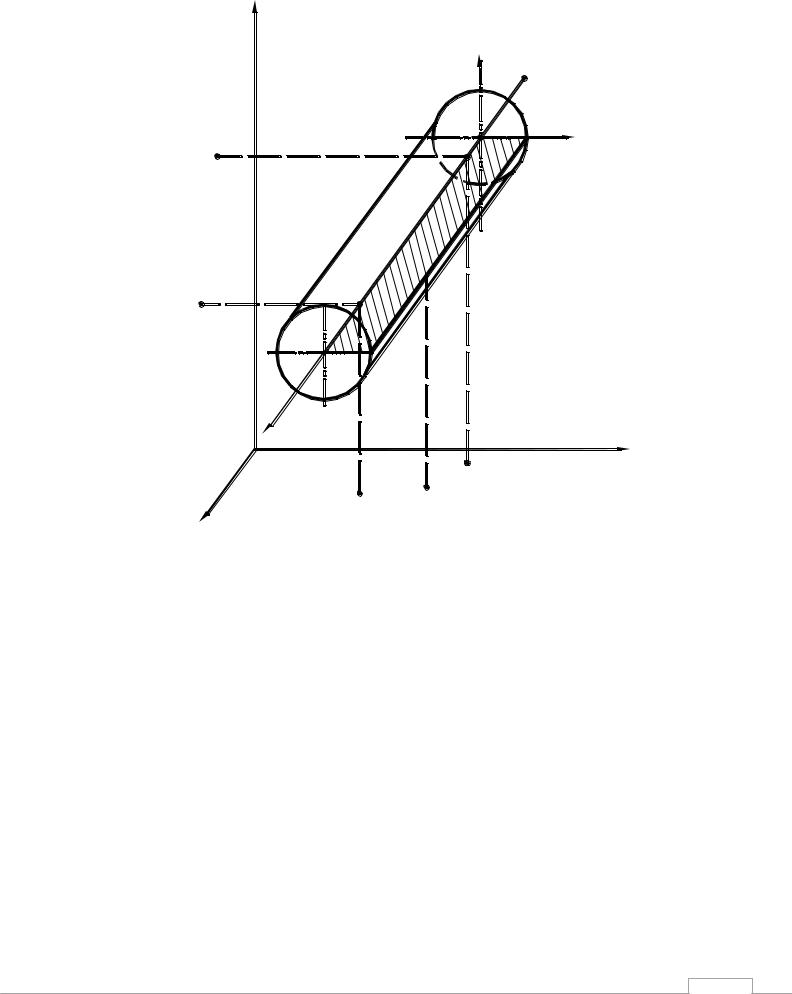
Положение цилиндрической детали относительно трех выбранных координатных плоскостей определяется также шестью координатными или опорными точками.
Координатную систему, связанную с цилиндрической деталью, целесообразно “построить” следующим образом:
координатную плоскость X1O1Z1 совместить с одним из торцов детали, а ось Y1 – с осью цилиндрической поверхности (рис.16).
Двухсторонние связи детали с координатной системой OXYZ в данном случае распределятся следующим образом:
четыре координаты (т.1, 2, 3, 4) определят положение оси цилиндрической поверхности относительно координатных плоскостей XOY и YOZ; ось цилиндрической поверхности в данном случае выполняет роль двойной направляющей базы;
одна координата (т.5) определяет положение детали относительно координатной плоскости XOZ;
24
z |
|
|
|
|
|
|
|
|
z1 |
5 |
|
|
|
|
|
|
|
|
|
|
o1 |
x1 |
|
4 |
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
O y1 |
|
|
|
x |
|
|
6 |
2 |
|
|
|
1 |
|
|
|
|
Y |
|
|
|
|
|
|
|
|
|
|
|
|
Рис.16. Схема определения положения цилиндрической |
|
|||
|
детали (L/D>1) относительно трех |
|
|
||
|
координатных плоскостей |
|
|
||
25

торец детали с опорной точкой 5 является опорной базой, лишающей возможности перемещения в направлении оси Y;
координата 6 связывает точку, лежащую на плоскости X1O1Y1, с координатной плоскостью XOY и реализует еще одну опорную базу, лишающая деталь возможности вращения вокруг собственной оси.
Таким образом, комплект баз цилиндрической детали, формирующих ее координатную систему, состоит из двойной направляющей и двух опорных баз.
Возможные схемы установки цилиндрических деталей и соответствующие им теоретические схемы базирования приведены в приложении.
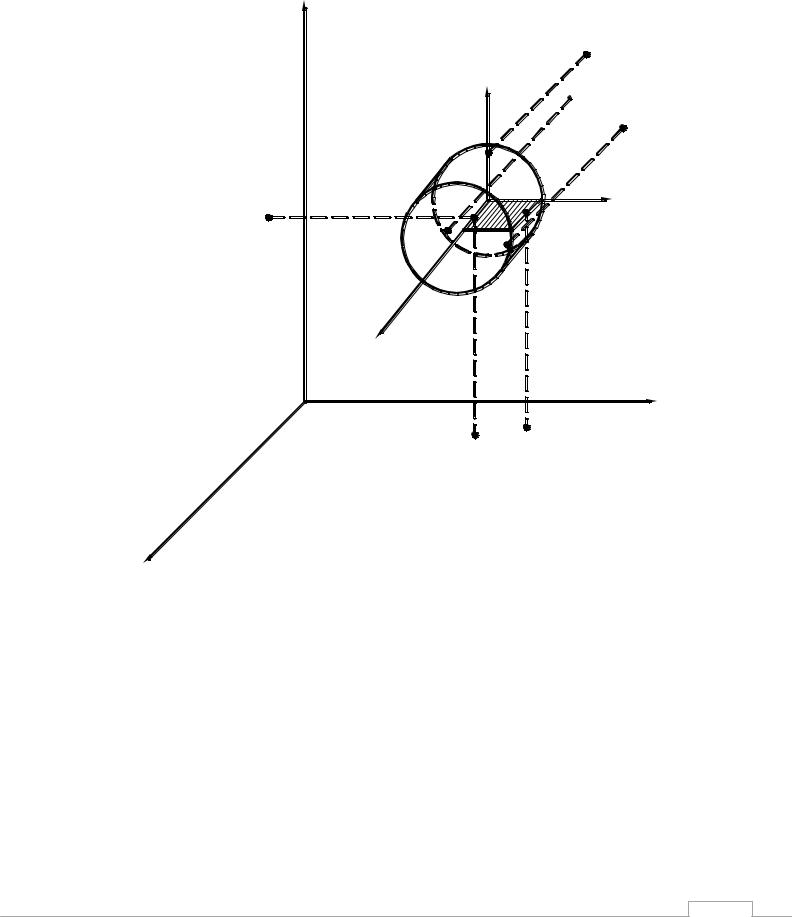
Координатная система диска строится аналогично цилиндрической детали (рис.17). Координатная плоскость X1O1Z1 совмещена с базовым торцом диска, а ось Y1 – с осью цилиндрической поверхностью диска.
Расположение опорных точек, символизирующих двусторонние связи диска с координатной системой XOY в данном случае иное:
три координаты (т.1, 2, 3) определят расположение торца и связанной с ним координатной плоскости X1O1Y1 относительно плоскости XOY: торец диска выполняет роль установочной базы.
две координаты (т.4,5) определят положение оси диска относительно координатных плоскостей XOY и YOZ; ось (центр) диска является двойной опорной базой.
координата 6 связывает точку, лежащую на плоскости X1O1Y1, с координатной плоскостью XOY и реализует опорную базу, лишающую диск возможности вращения вокруг собственной оси.
Таким образом, комплект баз, образующих координатную систему диска, состоит из установочной, двойной опорной и опорной баз.
26
Z |
4 |
y1 |
O |
|
|
3 |
|
Z1 |
2 |
|
|
|
|
|
1 |
o1 |
|
x1 |
|
|
X
5 6
6
Y
Рис.17. Схема определения положения диска (L/D<1) относительно трех координатных плоскостей
27

Z z1
z1
|
5 |
6 |
|
|
|
4 |
|
|
|
|
3 |
|
|
2 |
1 |
|
X |
Y |
|
x1 |
y1 |
|
|
Рис.18. Схема превращения координат в шесть опорных точек
28

ПРАВИЛО ШЕСТИ ТОЧЕК
Если соединение двух деталей рассматривать как совмещение двух координатных систем OXYZ и O1X1Y1Z1 (рис.18), то шесть координат, определяюших их положение на рис.12, превращаются в шесть опорных точек.
Следовательно, для определения положения детали относительно другой детали необходимо и достаточно иметь шесть опорных точек. Этот вывод получил название “правила шести точек”.
Необходимость в дополнительных опорных точках (больше шести) возникает только в случаях, когда необходимо повысить жесткость обрабатываемых деталей с целью исключения их деформаций под действием сил резания. Примером может служить применение подводимых опор на операциях фрезерования, а также дополнительных опор – люнетов при обработке нежестких валов.
29

СКРЫТЫЕ БАЗЫ
Во всех случаях установки деталей, у которых количество конструктивно оформленных баз меньше трех, приходится пользоваться так называемыми скрытыми базами.
Скрытая база – это база заготовки или изделия в виде воображаемой плоскости, оси или точки.
Скрытыми базами называют координатные плоскости, мысленно проводимые перпендикулярно к имеющимся у детали конструктивно оформленным базам для доведения их общего числа до трех.
Скрытые базы чаще всего мысленно проводят по осям симметрии деталей. Для обеспечения определенности базирования и неподвижности детали в
процессе обработки или ее работы в изделии скрытые базы должны быть материализованы. Материализация скрытых баз может осуществляться:
силами трения, веса, магнитными силами одновременно с закреплением заготовки или изделия;
путем создания специальных поверхностей.
Пример. Установка призматической детали на магнитной плите шлифовального станка (рис.19).
Особенность установки состоит в том, что на магнитной плите отсутствует установочные элементы, определяющие положение направляющей и опорной баз заготовки. Единственной конструктивно оформленной базой приспособления в данном случае является установочная база – плоскость верхней плиты.
Две недостающие координатные плоскости проводятся мысленно перпендикулярно установочной базе по осям симметрии магнитной плиты
(рис.19,а).
Аналогично координатная система мысленно привязывается к осям симметрии обрабатываемой заготовки и ее установочной технологической базе (рис.19,в).
Точность установки заготовки на магнитной плите будет зависеть от глазомера станочника, мысленно совмещающего при базировании координатные системы приспособления и заготовки.
30