

2.4 Расчет точности сборки пош
По выбранному варианту базирования составим схему образования размеров. Для поясов принимается базирование по наружной поверхности, так как для этого элемента конструкции требуется высокая точность сборки. Для стрингера окантовки лючка принимается базирование по сборочным отверстиям (СО).
Для расчёта точности сборки составляем схему увязки (рисунок 8), схемы образования размеров при сборке по наружной поверхности (рисунок 9).
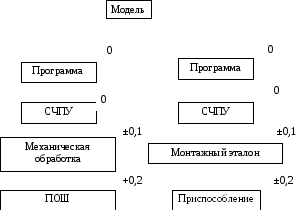
Рисунок 8 - Схема увязки
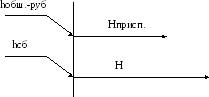
Рисунок 9 - Схема образования размеров
Составим уравнение погрешностей при сборке по наружной поверхности (13):
∆Н = ∆Hприсп. + ∆hобш.-руб + ∆hсб (13)
где ∆Нприсп – погрешности связанные с изготовлением приспособления;
∆hобш-руб – допуск на зазор между обшивкой и рубильником;
∆hсб – погрешность сборки.
Определение ∆Нпр ведётся на основе теоретических и статистических данных.
Сначала определяем половину поля составляющей погрешности (14):
 (14)
(14)
Верхние и нижние отклонения погрешностей равны:

В результате получаем:

Определяем координаты поля середины погрешностей по формуле (15):
 (15)
(15)
Так как отклонения симметричные, то получаем ∆1 = ∆2 = ∆3 = ∆4 = 0.
Определяем положение центра группирования погрешностей (16):
 ,
(16)
,
(16)
где: – коэффициент центра группирования
погрешности составляющего звена;
– коэффициент центра группирования
погрешности составляющего звена;
 –половина поля
погрешностей составляющего звена;
–половина поля
погрешностей составляющего звена;
 –коэффициент
относительной асимметрии закона
распределения погрешностей составляющего
звена;
–коэффициент
относительной асимметрии закона
распределения погрешностей составляющего
звена;
 –коэффициент
относительного рассеивания погрешностей;
–коэффициент
относительного рассеивания погрешностей;
 –коэффициент,
учитывающий влияние составляющей
погрешности на замыкающую.
–коэффициент,
учитывающий влияние составляющей
погрешности на замыкающую.
Принимаем Аi = 1, Кi = 1, α = 0
Получаем

Определяем стандартное отклонение по формуле (17):
 (17)
(17)

Определяем предельное отклонение по формулам (18 и 19):
 (18)
(18)
 (19)
(19)
Подставив значения в формулы (18 и 19)получаем:

Подставив значения в формулу (13) получаем:
∆НВ = 0,223+0,2+0,4∙НВ=0,7
∆НН = -0,223+0+0,4∙НН =-0,37
ω=1,07
Следовательно, точность сборки удовлетворяет заданным техническим
условиям, полученные отклонения не превышают точность δ = ± 1 мм, δ > ∆H.
Схема образования размеров при сборке по СО (рисунок 10).
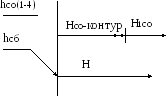
Рисунок 10 - Схема образования размеров
При сборке по СО уравнение погрешностей имеет вид
∆Н = ∆Н1СО + ∆НСО-контур + ∆hСО(1-4) + ∆hсб (20)
где: ∆Н1СО – погрешности положения СО;
∆hСО(1-4)– допуск на СО;
∆hсб –погрешности сборки;
∆НСО-контур – погрешности положения СО относительно базового размера
Определение ∆Н1СО ведётся на основе теоретических и статистических данных.
Сначала определяем половину поля составляющей погрешности по формуле (14)
Верхние и нижние отклонения погрешностей равны:

В результате получаем:

Определяем координаты поля середины погрешностей по формуле (15)
Так как отклонения симметричные, то получаем ∆1 = ∆2 = ∆3 = ∆4 = 0.
Определяем положение центра группирования погрешностей по формуле (16)
Принимаем Аi = 1, Кi = 1, α = 0;
Получаем

Определяем стандартное отклонение по формуле (17), получаем:

Определяем предельное отклонение по формулам (18 и 19):

По аналогичной методике определяем ∆НСО-контур:

Подставив значения в формулу (13) получаем:
∆НВ = 0,5+0,1+0,05+0,4∙НВ=1
∆НН = -0,5-0,1+0,05+0,4∙НН =-0,91
ω=1,91
Следовательно, точность сборки удовлетворяет заданным техническим
условиям, полученные отклонения не превышают точность δ = ± 1,5 мм, δ > ∆H.
2.5 Определение последовательности сборки
Возможные варианты последовательности сборки представим в виде графа (рисунок 11), вершиной которого является сборочное приспособление.
Условия возможных установов.
1 Возможность доступа в зону сборки
2 Наличие баз для сборки.
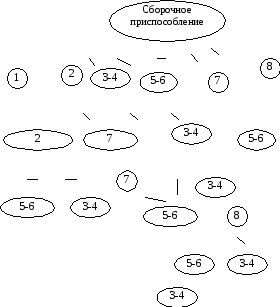 Рисунок
11–Схема
возможных вариантов сборки ПОШ
Рисунок
11–Схема
возможных вариантов сборки ПОШ
Из возможных вариантов установов выбран 1-2-7-8-5-6-3-4, так как при таком варианте максимальный доступ в зону сборки.
2.6 Технологический процесс сборки
Подготовить сборочное приспособление.
Установить выклейку 1.
Установить лонжерон 2.
Установить кронштейны 7, 8 по ОСБ.
Нанести клей на одну сторону выклеки.
Установить обшивку 5 на сторону с нанесенным клеем.
Нанести клей на противоположную сторону выклеки.
Установить обшивку 6 на сторону с нанесенным клеем.
Закрепить техболтами обшивку 5 и 6 к лонжерону 2.
Нанести клей на торцевые стороны выклейки.
Установить нервюру 3 и 4. Закрепить техболтами нервюры 3 и 4 с обшивкой 5 и 6.
Склепать обшивку 5 и 6 с нервюрами 3 и 4.
Склепать обшивку 5 и 6 с лонжероном 2.
Удалить техболты, поставить недостающие заклепки.
Снять ПОШ со сборочного приспособления.
Контроль.
Данный технологический процесс отличается от заводского меньшим количеством установов и технологических операций, что сокращает время сборки, а также более современным оборудованием, инструментами и сборочным приспособлением.
2.7 Технические условия на поставку деталей на сборку
Обшивку поставлять с припусками.
Кронштейны навески поставлять изготовленными в размер.
Кронштейны подать с отверстиями под фиксаторы ОСБ.
Выклейку поставлять с обрезанными торцами.